
نحوه انتخاب سيلندرهاي هيدروليك
در انتخاب سيلندرهاي هيدروليك موارد ذيل بايد در نظر گرفته شود:
1-حداكثر فشار كاري سيستم
رنج فشار كاري استاندارد براي المانهاي هيدروليك به صورت 600bar,500,400,315,250,200,160,100,63,40,25ميباشد. با اينحال سازنده هاي مختلف بعضا رنجهاي محدودتر يا متنوع تري را انتخاب ميكنند براي مثال ركسروت محدوده فشار كاري سيلندرهاي خود را به صورت 250,105 350bar قرار ,داده است . فشارهاي مذكور حداكثر فشاريست كه مصرف كننده مجاز است به سيلندر اعمال نمايد.
2-قطر پيستون و ميله پيستون
ميزان نيرويي كه يك سيلندر هيدروليكي ميتواند توليد كند، تابع فشا ر كاري و سطح پيستون آن ميباشد . هر چه قطر پيستون بزرگتر در نظر گرفته شود نيرويي كه سيلندر ميتواند توليد كند بزرگتر خواهد بود . اين موضوع براي سطح ميله پيستون به صورت معكوس است يعني هر چه قطر ميله پيستون بيشتر باشد سطح موثر اعمال نيرو در جلوي سيلندر كاهش ميابد و سيلندر در برگشت نيروي كمتري توليد ميكند.
در جدول زیر محدوده قطرهاي مختلف براي پيستون و ميله پيستون مربوط به محصولات ركسروت نشان داده شده است براي مثال سيلندري كه قطر پيستون آن 63mm و قطر ميله پيستون آن 28mm ميباشد در جدول به صورت 63/28نمايش داده شده است
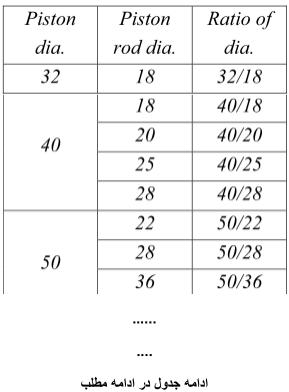
محدوده قطر پيستون و قطر ميله پيستون (ركسروت)
3-نسبت سطح
اين ضريب به صورت زير تعريف ميگردد:

در ادامه ی مطلب-------> حداكثر نيروي سيلندر -- طول كورس سيلندر -- حداكثر سرعت سيلندر --نحوه نصب سيلندر -- وجود ضربه گير -- نوع و كاربرد سیلندر
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
پرسهاي هيدروليكي
پرسهاي هيدروليك نيروي خود را از حركت يك پيستون در داخل يك سيلندر به دست مي آورند. اين حركت زمانيايجاد ميشود كه يك سيال تحت فشار وارد محفظه سيلندر شود. وضعيت سيال توسط پمپ و شيرهائي جهتافزايش،كاهش و يا حفظ فشار به صورت مورد نياز درآمده و ميتواند نيروي لازم براي به حركت درآوردن پيستون رافراهم كند. بنابراين نيروي موجود در پرس هيدروليك با حداكثر فشار موجود در سيلندر تعيين ميشود.پرسهايهيدروليك قادرند تناژ كامل خود را در هر وضعيتي از حركت سيلندرها به قطعه كار اعمال نمايند . همچنين طول حركتسيلندرها را ميتوان در هر حدي از مسير حركت محدود ساخت . اين در حالي است كه در پرس هاي مكانيكي تناژكامل را تنها در انتهاي مسير حركت ضربه زدن ميتوان كسب نمود . همچنين مسير حركت ضربه زدن در اين پرس هامقدار ثابتي است
.ويژگيهاي پرسهاي هيدروليك را به صورت ذيل ميتوان خلاصه نمود:
-1 تغيير و تنظيم سرعت كورس در حالت ايجاد نيروي ثابت
-2 تنظيم نيروي وارده به ميزان مورد نياز
-3 اندازه گيري و كنترل الكترونيكي نيروي وارده طي فاصله كورس
تناژ پرس
تناژ يك پرس هيدروليكي عبارت است از حداكثر نيروئي كه سيلندر اصلي آن ميتواند به قطعه كار اعمال نمايد .معمولاً براي تعيين تناژ مو رد نياز پرس بايد روي رفتار قطعه كار و فرآيند اعمالي روي آن مطالعه نمود . براي مثال دربرشكاري ورق، جنس آن و سطح برش نقش مهمي را در حداكثر نيروي لازم برشكاري ايفا ميكنند . در پرس كمپاكتپودر، نوع پودر، دانسيته و استحكام نهائي قطعه فاكتورهاي مهم تعيين كننده حداكثر نيروي مورد نياز ميباشند
.تعيين فشار كاري سيستم
براي تعيين سطح فشار در يك سيستم هيدروليك بايد در نظر داشت كه با بالا بردن فشار ميتوان از المانهايهيدروليكي كوچكتري براي رسيدن به تناژ مورد نظر، استفاده نمود. همچنين قطر لوله ها را ميتوان كوچكتر انتخابنمود. در نتيجه، هزينه ساخت پرس كاهش مي يابد . از طرف ديگر با افزايش فشار، روغن در سيستم زودتر داغميكند،نشتي ها بيشتر و اصطكاك و سايش نيز افزايش مي يابد . در نتيجه فاصله انجام سرويس ها بايد كوتاهترشود . همچنين نويز و پيكهاي فشاري نيز افزايش يافته و خواص مطلوب ديناميكي سيستم كاهش مي يابد.درمجموع پس از برآوردهاي اوليه نوع كاركرد پرس، براي دستيابي به يك شرايط200 معمول ميباشد. bar 160 يا ,مطلوب كاري انتخاب يكي از فشارهاي 100
اجزاء اصلي سيستم هيدروليك پرس
سيستم هيدروليك پرسها شامل اجزاء اصلي ذيل ميباشد:
سيلندرهاي هيدروليك--پمپ--موتور الكتريكي--روغن هيدروليك--لوله و --اتصالاتشيرهاي راه دهنده روغن--شيرآلاتكنترل دبي و فشار روغن--مخزن روغن
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
سوراخ کاری:

از آنجائیکه در صنعت معمولا ماشین ها و دستگاه ها را از قطعات متعددی ساخته و این قطعات را بوسیله پیچ ومهره ها٬پین ها پرچ هاو ... روبهم سوار می کنند.لذا لازم است که برای سوار کردن این قطعات واستفاده از این وسا یل اتصال٬در داخل انها سوراخ هایی ایجاد کرد.درسوراخ کاری به وسیله ی مته ها به دو حرکت دورانی وپیشروی نیاز داریم.برای تامین این دو حرکت از ماشین های تراش یا ماشین های فرز ویا ماشین های مته که بر حسب تعداد دور٬ مرغوبیت وبزرگی سوراخ هایی که می خواهندبوسیله آنها ایجاد کننداندازه قطعات وشرایط عمل کار٬به فرمهای گوناگونی ساخته شده انداستفاده میشوند.
مته:
متها را معمولا ازفولادهای تندبر میسازند٬قطر مته ها ممکن است برحسب ....بقیه متن در ادامه مطلب
در ادامه ی مطلب------> انواع مته -- شابلون مته -- خزینه کاری و انواع آن
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
ماشین های CNC
CNC مخفف computer numerical control می باشد در ایران این ماشین ها CNC خوانده میشوند ولی نام آنها به فارسی ماشین های (دستگاه های ) کنترل عددی ترجمه می شود
نسل اول این دستگاه ها NC ها بوده اند یعنی کامپیوتر را نداشته است و دستگاه طبق منطقی خاص دستورات را درک می کرده مثلا با استفاده از کارت های پانچ شده.
به عنوان مثال در دستگاه تراش برای دستور پیشروی بدین صورت عمل می شود که قسمت ساپورت دستگاه را بوسیله دسته چرخان به جلو میبریم در ماشین های NC این کار توسط یک سری دستورات پانچ شده بر روی نوار پانچ صورت می گرفت در دستگاه های CNC امروزه اینکار توسط یک کد صورت می گیرد .
پس یک دستگاه CNC عملا همان همان دستگاه دستی ساده می باشد که قابلیت فرمان پذیری از طریق کد ها و منطق ریاضیاتی را دارد در این دستگاه حضور کاربر (اپراتور) برای کار با دستگاه محدود به ایستادن این فرد پشت بخش کنترل کننده دستگاه می باشد و نوشتن برنامه های حرکتی آن هم فقط برای یکبار ، دیگر دستگاه این عمل را بصورت خودکار هر چند بار که بخواهیم تکرار می نمایدالبته بدون حضور کاربر.
بدنه این دستگاه تقریبا شبیه دستگاه های دستی می باشند یک CNC فرز عملا همان بدنه سخت افزاری فرز دستی را دارد همینطور برای CNC تراش و CNC سنگ و...تنها تفاوت، اضافه شدن بخش کنترل گر ............. بقیه متن در ادامه مطلب
اسامی کنترلر های مختلف دستگاه هایدر ادامه مطلب<----------CNC
اصول اولیه ای از کدها------------>در ادامه مطلب
آشنائی اولیه با منطق ها------------>در ادامه مطلب
یک نمونه کد: پیچ زنی با ماشینهای کنترل عددی ------------>در ادامه مطلب
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
تعریف جیگ :
یک جیگ دستگاه مخصوصی است که قطعه کار را می گیرد یا نگه می دارد یا روی یک قسمت ماشینکاری شده قرار می گیرد. جیگ یک ابزار تولید می باشد که نه تنها قطعه کار را تعیین محل می کند ونگه میدارد همچنین ابزار برش را برای انجام کار راهنمایی می کند. جیگ ها معمو لا" با بوشهای سوراخکاری فولادی برای راهنمایی مته ها یا دیگر ابزار برش به کار می روند. به عنوان یک اصل جیگ های کوچک ............. بقیه در ادامه مطلب
تعریف فیکسچر :
یک فیکسچر ابزار تولیدی است که برای تعیین محل ونگهداشتن یک یاچند قطعه کار به کار میرود به طوریکه عملیات لازم بتوانند انجام شوند. یک فیکسچر باید به طرز محکمی به میز ماشین متصل گردد. از آنجایی که فیکسچرها بیشتر روی ماشینهای فرز کاری مورد استفاده قرار می گیرند لازم است طوری طراحی شوند که برای عملیات مختلف مناسب باشند. هدف اصلی از کاربرد فیکسچر تعیین محل کردن قطعه کار به طور سریع و .............. بقیه در ادامه مطلب
فرق بین جیگ وفیکسچر------>در ادامه مطلب
انواع جیگها ------>در ادامه مطلب
انواع فیکسچرها ------>در ادامه مطلب
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
فرایندهای شکل دهی صفحه ایی
شکل دهی ورق های فلزی نقش بسیار مهمی را در دنیای ساخت و تولید ایفا می کند. بسیاری قطعات پیرامون ما، از لولای ساده در گرفته تا قطعات خودرو با فرایندهای شکل دهی صفحه ایی تولید می شوند. شکل 1 طرح نمونه ایی از فرایند های شکل دهی فلزی که درتولید قوطی های انواع نوشیدنی ها به کار می روند را ارائه می کند.
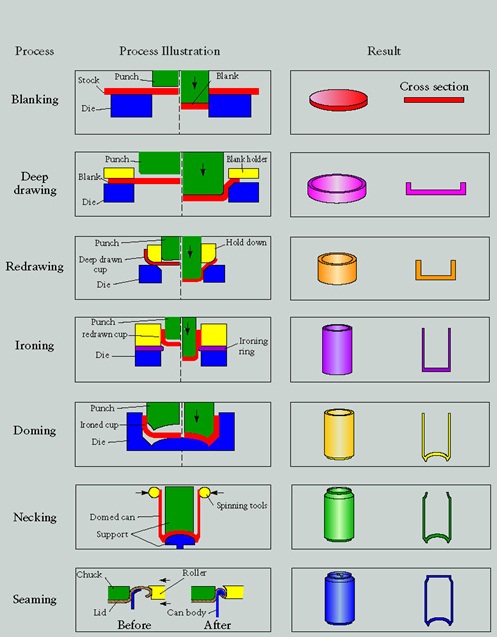
شکل 1. انواع فرایندهای شکل دهی ورق های فلزی.
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
روش آهنگری یکی از کهن ترین روش های فرم دهی فلزات می باشد
در دوران گذشته فلز مورد نظرشان را تا حدلازم گداخته و سرخ می کردند و بعد با یک انبر آن را بر روی سندان نگه می داشتند و چکش کاری می کردند تا شکل مورد نظر را پیدا کند و گاهی فلز گداخته را با چکش کاری در داخل یک قالب شکل می دادند و فلز گداخته شکل قالب را به خود می گرفت. پروسه ی آهنگری نوین نیز بر همین اساس استوار شده است. در روش فورج، قطعه ی اولیه که لقمه نامیده می شود در میان دو نیمه ی قالب قرار می گیرد و نیرویی زیاد به صورت آرام و گاهی ضربه ای به آن وارد می شود. به این ترتیب قطعه ی گداخته در محیط قالب، شکل و فرم داخل قالب را به خود می گیرد و فلز اضافی به حفره ی فلاش وارد می شود که بعدا از قطعه جدا می شود و دور ریز قطعه ی فورج شده محسوب می گردد.
پروسه ی فورج معمولا به صورت گرم انجام می گیرد و هر فلزی میزان حرارت مشخصی برای فورج شدن دارد. در روش فورج قطعه ی گداخته شده در کوره که به حرارت مشخص رسیده باشد را در قالب می گذارند که بر اثر فشار، فرم قالب را به خود بگیرد.

شکل دهی به فلز با استفاده از روش فورج
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
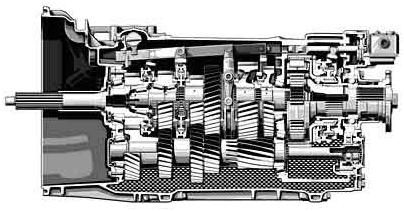
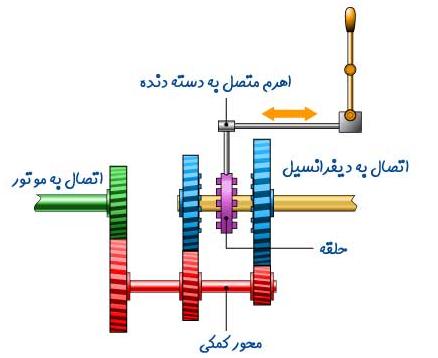
چرا در سيستم تعويض دنده دستی دنده عقب صدای متفاوتی ايجاد مى کند؟
سيستم هاي انتقال قدرت دستي بيشتر از دنده هاي مارپيچ استفاده مى كنند. اما دنده عقب به دليل موقعيت خاص خود نياز به نوع ديگري از چرخ دنده ها دارد كه به چرخ دنده ساده معروف استدنده هايي كه نسبت دنده هاي جلو (مثبت) را ايجاد مى كنند همه مارپيچ هستند
دندانه های چرخ دنده هاي مارپيچ به صورت مورب برش خورده اند.زماني كه دودنده در سيستم چرخ دنده مارپيچ با هم درگير مى شوند.تماس دندانه ها در پايان يك دندانه شروع مى شود و اين تماس به صورت تدريجي باعث چرخاندن دو چرخدنده مى شود تا زماني كه دو دندانه به صورت كامل در حال درگيري هستند .اين درگيري تدريجي باعث مي شود كه چرخ دنده هاى مارپيچ ملايمتر و آرامتر از چرخ دنده هاى ساده عمل كنند
به دليل وجود زاويه در دندانه هاي دنده هاي مارپيچ , بيش از يك دندانه در يك زمان در اين نوع چرخ دنده با هم درگير هستند كه اين نوع درگيري باعث مى شود كه اين نوع چرخ دنده ها قدرت بيشتري و تنش كمتري داشته باشند
تنها مشكل در مورد چرخ دنده هاي مارپيچ اين است كه آنها به سختى در كنار هم و در خارج از درگيري به هم مى لغزن
در يك سيستم تعويض دنده دستي دنده اي جلو در حالت در گيري قرار دارند (در تمام زمانها) و حلقه ها توسط دكمه تعويض دنده كنترل شده و سرعت هاي متفاوتي را به محور خروجي منتقل مى كنند
دنده عقب در سيستم تعويض دنده دستي به عنوان دنده هرزگرد مى چرخد(چرخدنده ساده بزرگ در سمت راست شكل زير) كه مى لغزد با دو چرخ دنده ساده ديگر در زماني كه نياز به تغيير جهت چرخش داشته باشيم
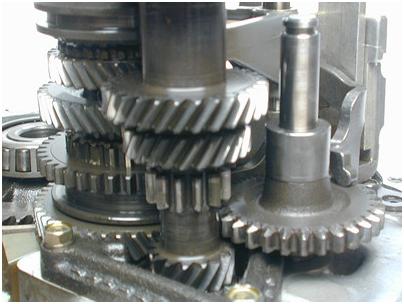
بيشتر چرخ دنده هاي به كار رفته در سيستم هاي انتقال قدرت دستي از نوع مارپيچ هستندچرخ دنده كه براي دنده عقب هستند از نوع دندانه هاي ساده هستند.چرخ دنده ساده بزرگ سمت راست در شكل فوق براي دنده عقب است
دنده هاي ساده با دندانه هاي مستقيم لغزش بيشتري نسبت به هم در مقايسه با چرخ دنده هاي مارپيچ دارند.
هر زماني كه دندانه هاي چرخ دنده درگير با يك چرخ دنده ساده است دندانه ها با هم تصادم مي كنند به جاي اينكه به آرامي لغزش داشته باشند .اين حقيقت باعث ايجاد مقداري سر و صدا و نيز افزايش تنش بر روي دندانه ها مى شود .
وقتي شما صداي بلندتري نسبت به درگيري ساير دنده هايتان مي شنويد .آن صداي دنده عقبتان است صدايي كه مي شنويد صداي برخورد و درگيري دنده هاي ساده عقب با يكديگر است
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
دنده ماشین
دنده ماشین چگونه کار میکند؟
آیا تا به حال پشت فرمان ماشین نشسته اید؟ پیش دست راننده چطور؟ همیشه اولین سؤالی که برای بچهها در این موقعیت پیش میآید این است که چرا راننده مجبور است مدام دنده عوض کند؟ چرا نمی شود فقط با بیشتر گاز دادن، تندتر رفت؟
اگر کمی درباره دنده بدانید، سؤال هایتان هم کمی پیشرفته تر میشود. ممکن است از خودتان بپرسید وقتی در عوض کردن دنده اشتباه میکنید، آیا دندهها خرد میشوند یا اینکه وقتی کلاچ را زود رها میکنید یا دیر کلاچ میگیرید، سر و صدایی که میشنوید از کجا میآید. آیا ممکن است در اثر رانندگی اشتباه، دندهها خراب شوند؟
می توانید پاسخ همهی این سؤالها را خودتان پیدا کنید. فقط کافی است کمی همت و حوصله به خرج دهید
دنده چه کار میکند؟
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید............همراه با عکس
اسب بخارچیست؟
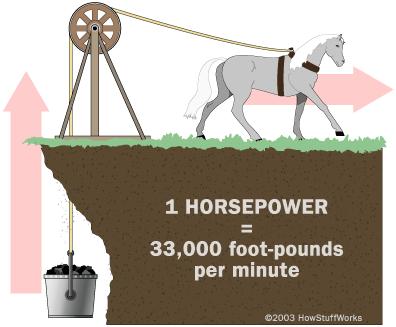
به نظر وات،یک اسب می تواند در هر دقیقه ٣٣۰۰۰ پوند-فوت کار انجام دهد.پس اسبی را در نظر بگیرید که مانند شکل بالا در حال بالا کشیدن زغال از معدن است.اسبی که یک اسب بخار توان دارد می تواند ٣٣۰ پوند(١۵۰ کیلوگرم) زغال را در مدت یک دقیقه ١۰۰ فوت(٣۰ متر) بالا بکشد.و یا ٣٣ پوند(١۵ کیلوگرم) را در یک دقیقه ١۰۰۰ فوت(٣۰۰ متر) و...
شما می توانید ترکیب های متفاوتی از وزن و جابه جایی در یک دقیقه را در نظر بگیرید و تا زمانی که حاصل ضرب آنها ٣٣۰۰۰ شود،یک اسب بخار خواهید داشت.
ممکن است فکر کنید نمی توان ٣٣۰۰۰ پوند(١۵ تن) زغال را در یک سطل ریخت و......
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
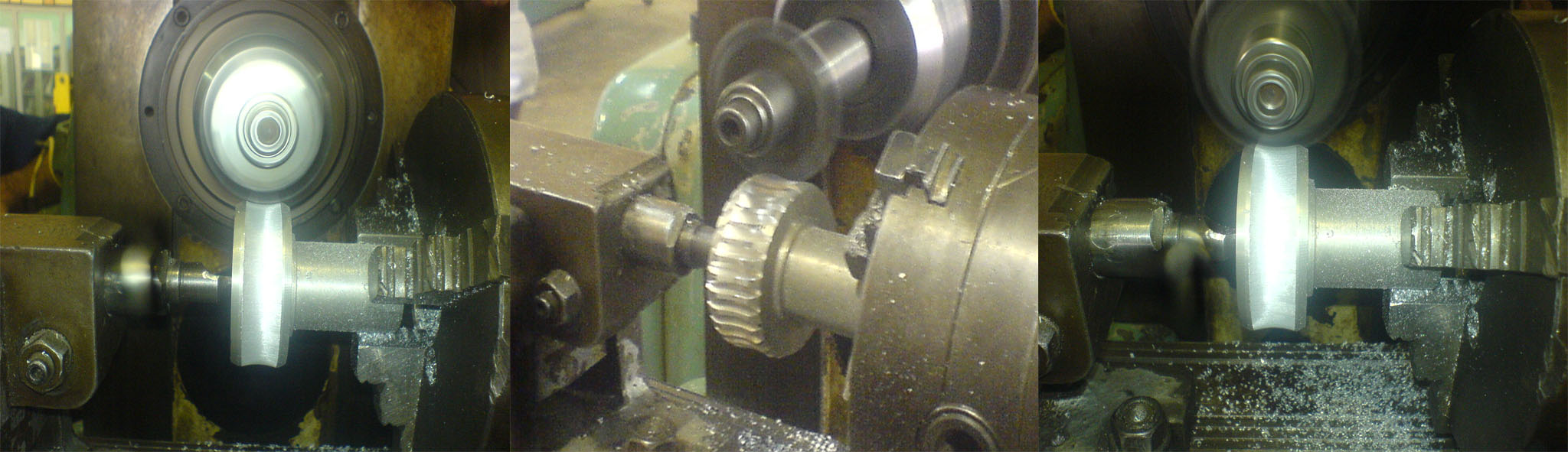
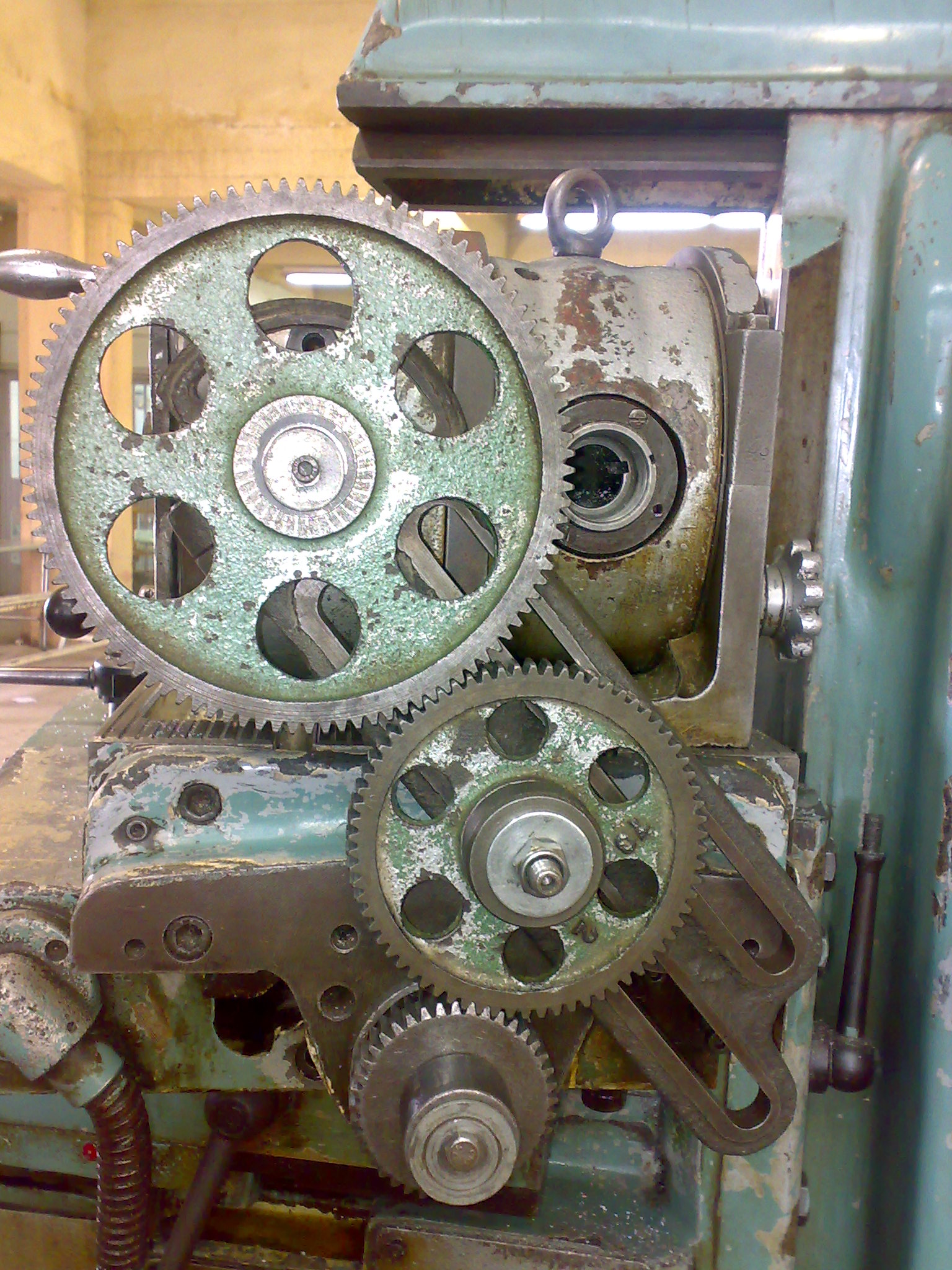
ترتيب و مراحل ساخت چرخ دند ه هاي ساده
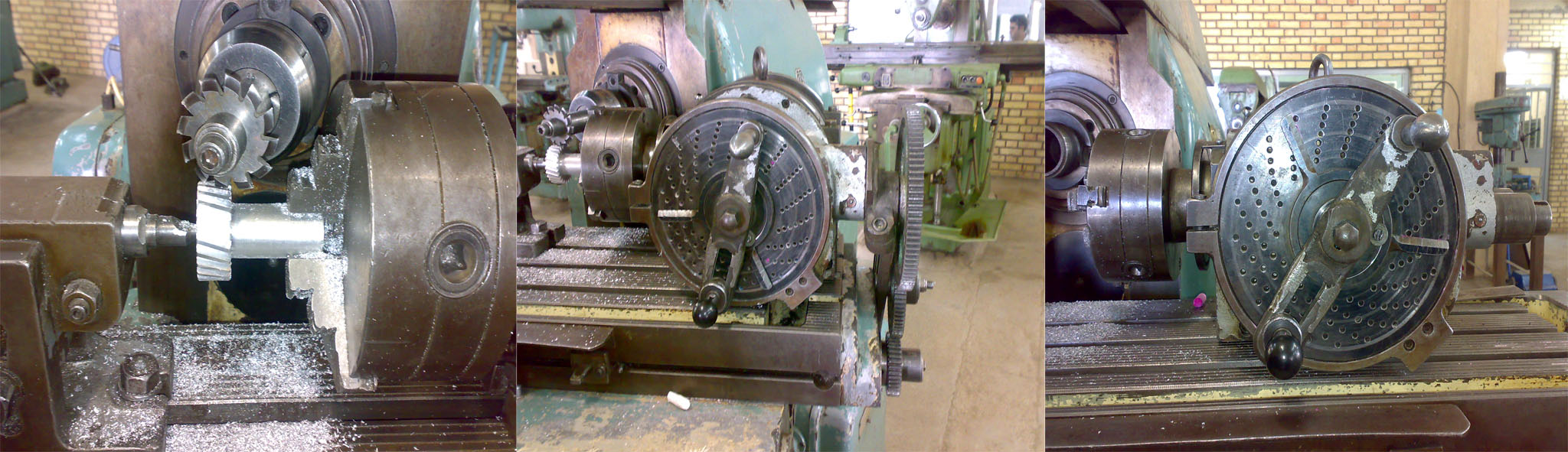
براي ساخت چرخ دنده ساده باید تمام مراحل زیر را به ترتیب دنبال کنیم
1-محاسبات لازم جهت تراش چرخ دنده را انجام دهیم .
این محاسبات بر اساس داده هاي موجود مي تواند صورت بگیرد. اما آنچه مهم است، این است که دانستنمدول، قطر خارجي، عمق هر دنده و میزان گردش دستگیره دستگاه تقسیم از مهم ترین موارد است.
2-جنس چرخ دنده را مطابق نقشه انتخاب کنیم. موارد 3،4،5،6و7 را بر روی ماشین تراش دنبال کنیم
3-مرکز قطعه کار روي ماشین تراش، سوراخي ایجاد میکنیم. (جهت عبوردرن یا محور مخروطي)
4-یک طرف استوانه را پیشاني تراشي می نمائیم.
5-استوانه را روي درن یا محور مخروطي شکل سوار می نمائیم.
6-طرف دیگر استوانه را که روي درن سوار و....... مراحل از 1 تا 21 در ادامه ی مطلب
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
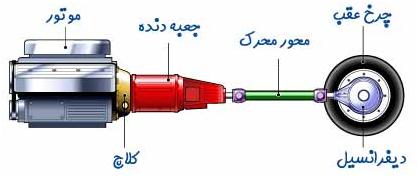
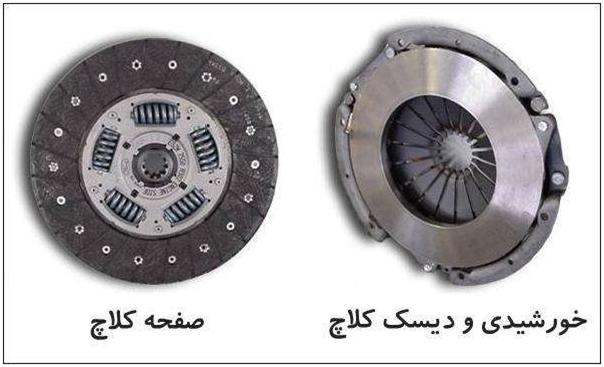
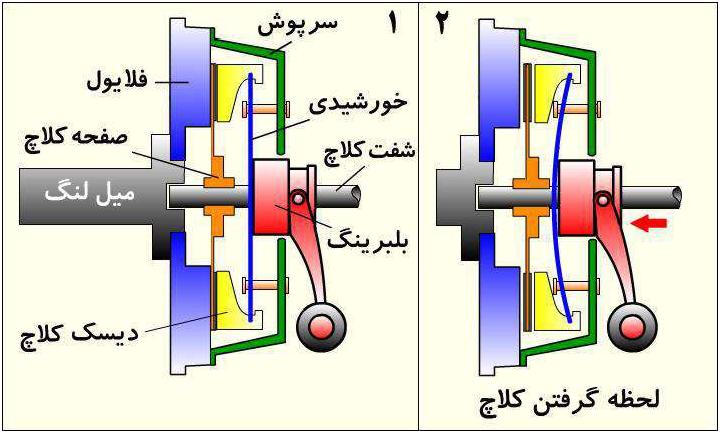
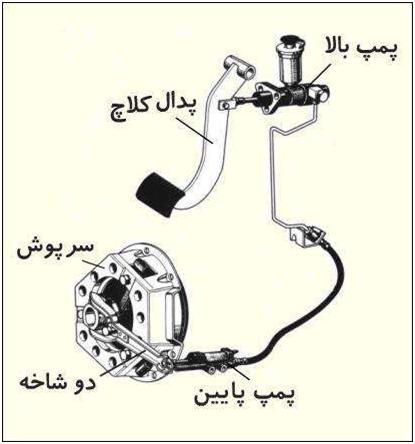
سيستم کلاچ :
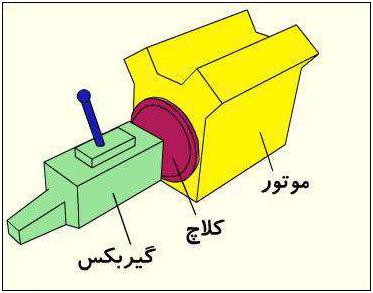
ديده ايد که راننده ها به هنگام تعويض دنده، پدال کلاچ را فشار می دهند و سپس دنده را تعويض می کنند. آيا می دانيد سيستم کلاچ برای چه منظوری تعبيه شده و چگونه کار می کند؟ سيستم کلاچ واســـــط ارتباطی موتور با چرخ دنده (گيربکس) اســـــت.
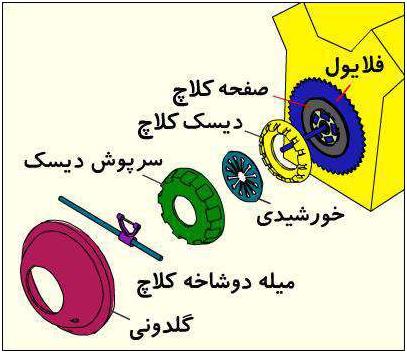
اجزاء اصلـی سيستم کلاچ، صفحه و ديسک کلاچ می باشند.
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید............همراه با عکس

فرز كاري چيست؟

فرزكاري پردازش بر روي مواد به وسيله حمايت از يك قطعه كار و چرخش دندانه هاي ابزار فرزكاري آن مي باشد . برخورد دندا نه هاي زياد اطراف تيغه فرز يك روش سريع ماشين كاري را فراهم مي كند . سطح ماشين كاري شده مي تواند بسيار صاف- زاويه دار - انحنا دار و همچنين به صورت هر تركيبي از اشكال مختلف باشد.
ماشيني كه براي نگه داشتن قطعه كار،چرخش ابزار فرز و حمايت مورد استفاده قرار مي گيرد به ماشين فرز(machine milling ) معروف است.
ماشین های فرز:ماشین های فرز بسته به این كه محور اصلی تیغه فرز آن افقی یا عمودی باشد به نامهای ماشین فرز افقی یا عمودی نامیده می شود .
اگر ماشین فرز به نوعی طراحی شده باشد كه كله گی آن تعویض شده بر آن كله گی افقی یا عمودی میله فرز گیر بسته شود و یا دستگاه كله زنی بر آن سوار شود،این ماشین ها را "انیورسال" گویندو معمولا ماشین فرز انیورسال به دستگاههایی گفته می شود كه علاوه بر امكان تعویض كله گی ماشین میز ماشین به موازات سطح افق به سمت راست یا چپ گردش پذیر باشد و یا درجه بندی كه در زیر میز اصلی قرار داده شده تحت زاویه های معین تنظیم گردد كه برای در آوردن شكاف های مارپیچ مورد استفاده قرار می گیرد.
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
اصول تراشکاری

قطعات تراشکاری دارای مقاطع دایره ای شکل از قبیل میله های ساده و غیر ساده، میله های پیچ شده، پولکها، بوشها و نظائر اینها می باشد که قطعات اصلی ماشین ها و دستگاهها و اسبابهای فنی را تشکیل می دهند. همچنین عده زیادی از ابزارها مانند تیغه فرز، مته ها، برقوها، و قلاویزها هم دارای مقاطع گرد هستند. بنابر موارداستعمال خاصی که قطعات تراشکاری باید داشته باشند آن ها را از مواد مختلف مثلاً از فولاد، چدن، برنز، برنج، مس، فلزات سبک، چوب و یا مواد مصنوعی و نظائر آن ها می سازند.وضع سطح خارجی قطعات تراشکاری می تواند متفاوت باشد.
برای بدست آوردن فرم استوانه ایی، قطعه کار را توسط ماشین تراش به دور محور خودش( محور گردش) حرکت میدهند.در موقع گردش قطعه کار با ابزار برنده ای که مقابل آن بسته شده و برای جدا کردن براده از روی آن است برخود می کند. این طریقه عمل براده گیری را (چرخ یا تراش کاری (می گویند و انجام کار مستلزم چند حرکت متفاوت است.
فرم های مختلف قطعات تراشکاری را از طریق انجام یک سری کارهای متفاوت بدست می آورند و بنا برآن که قطعاتاز خارج یا داخل تراشیده شوند. بطور مختصر به این صورت مشخص می کنند:
قطعات استوانه شکل از طریق طول تراشی(سطوح صاف)،از طریق عرض تراشی، قطعات مخروطی از طریق مخروط تراشی و بالاخره قطعات فرم دار از طریق فرم تراشی و پیچها از طریق پیچ تراشی ساخته می شوند.
برای آنکه کلید مسائل تراشکاری حل شده و بتوان انواع مختلف کارها را چرخکاری نمود ماشین های تراش را به انواع مختلف ساخته اند متداولترین این ماشین ها همان تراش معمولی یا تراش مرغک دار است. و انواع مهم دیگرآن، ماشین پیشانی تراش و ماشین تراش عمودی یا کاروسل است که کارهای سوراخکاری را هم انجام می دهد.
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
چرخ دنده های مخروطی
این چرخ دندهها بهترین وسیله تغییر جهت هستند. معمولاً از آنها برای تغییر جهت 90 درجه استفاده میشود، ولی میتوان طراحی را طوری انجام داد که در زاویه های دیگر نیز کار کنند.
دندانه های آنها ممکن است مستقیم یا پیچ دار باشد. اما اگر دندانهها صاف باشد همان مشکل چرخ دنده های ساده را دارند. در دندانه های پیچ دار این مشکل برطرف شده است، ولی در هر دوی آنها باید محور چرخ دندهها در یک صفحه قرار داشته باشد.
گاهی میخواهیم محور چرخها در یک صفحه نباشند. در چنین شرایطی از چرخ دنده هایی مانند شکل روبرو استفاده میکنیم.
در دیفرانسیل بسیاری از اتومبیلها از این چرخ دندهها استفاده میشود. این طراحی امکن آن را ایجاد میکند که محور چرخ دنده بیرونی پایین تر از محور چرخ دنده حلقوی قرار داده شود. شکل روبرو محور بیرونی ورودی را نشان میدهد که در تماس با چرخ حلقوی قرار گرفته است. از آنجایی که محور محرک (Drive Shaft) ماشین به چرخ بیرونی متصل میشود، پایین آمدن چرخ بیرونی امکان پایین آوردن محور محرک را هم ایجاد میکند، پس میتوان محور را پایینتر آورد و در عوض فضای بیشتری را به سرنشینان اتومبیل اختصاص داد.

این نوع چرخ دنده عمدتا جهت انتقال محور دوران از حالت محور عمودی به محور افقی ویا بالعکس استفاده میشود و در صنایع خودرو سازی از کاربرد فراوانی برخوردار است . دیفرانسیال اتومبیلهاومحور های محرکه همگی از این نوع میباشد.

ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
جوشکاری مقاومتی-جوشکاری نقطه ای
همان طور که از نام آن پیداست، مقاومت ماده در مقابل عبور جریان موجب ایجاد گرمای موضعی در ماده شده و در نهایت باعث جوشکاری می شود. زمانی که جریان ایجاد می شود، فشار نیز به وسیله نگاه دارنده الکترود و نوک الکترود به قطعات وارد شده و قطعات را برای جوشکاری روی یکدیگر نگاه می دارد.
جوشکاری مقاومتی یکی از قدیمی ترین روش های جوشکاری الکتریکی است که امروزه در صنعت از آن استفاده می شود. این نوع جوشکاری، ترکیبی از گرما، فشار و زمان است. همان طور که از نام آن پیداست، مقاومت ماده در مقابل عبور جریان موجب ایجاد گرمای موضعی در ماده شده و در نهایت باعث جوشکاری می شود. زمانی که جریان ایجاد می شود، فشار نیز به وسیله نگاه دارنده الکترود و نوک الکترود به قطعات وارد شده و قطعات را برای جوشکاری روی یکدیگر نگاه می دارد
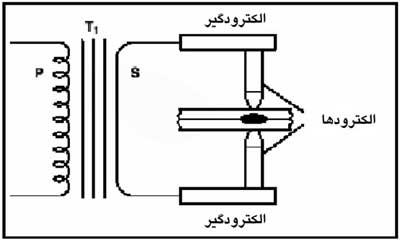
مدار الکتریکی جوشکاری مقاومتی و قطعات مختلف این نوع جوشکاری
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
اساس روش GMAW بر برقراری قوس الکتریکی میان الکترود (سیمجوش) مصرف شدنی و قطعه کار میباشد و قوس و حوضچه جوش توسط گاز بی اثر محافظت میگردد. این روش به دو صورت اتوماتیک و نیمه اتوماتیک قابل انجام میباشد. تمام فلزات و آلیاژهای مهم صنعتی مانند فولادهای کربنی، فولادهای کم آلیاژ، فولادهای زنگ نزن، آلیاژهای آلومینیم، مس، نیکل، در تمام وضعیتها با ازاین روش قابل جوشکاری میباشند.
تاریخچه فرایند
روشهای معمول در تکنولوژی جوشکاری را میتوان به صورت زیر دستهبندی کرد:
الف) جوشکاری ذوبی
ب) جوشکاری فشاری
الف: جوشکاری ذوبی شامل روشهایی همچون قوس الکتریکی، الکترود دستی زیرپوردی، MIG/MAG ، TIG، پلاسما، جوشکاری گاز، الکترواسلاگ، اشعه الکترونی و اشعه لیزری میشود.
ب: جوشکاری فشاری جوشکاری فشاری نیز خود شامل جوش مقاومتی، اصطکاکی، مافوق صوتی، انفجاری و نفوذی میباشد.
جوشکاری TIG همان جوشکاری آرگون میباشد که از یک الکترود غیر مصرفی که معمولاً از جنس تنگستن است (به علت دمای ذوب بالای آن) جهت ایجاد قوس به کار میرود و گاز خنثی که همان آرگون است جهت محافظت از جوش استفاده میشود. جوشکاری MIG/MAG یا گاز محافظ: جوشکاری قوس الکتریکی با گاز محافظ شامل دو روش MIG و MAG میباشد. تفاوت بین این دو روش در نوع گاز مصرفی بوده که برای محافظت جوش بکار میرود. در روشMIG گاز محافظ از نوع گاز خنثی (آرگون یا هلیوم) بوده، در حالیکه در روش MAG گاز محافظ فعال بوده (نظیر CO2 یا ترکیبی از آن با آرگون). جوشکاری پلاسما یا همان PAW . واژه پلاسما به معنای گاز یونیزه شده بوده و حال چهارم وجودی ماده میباشد. چنانچه هوا یا گاز محافظ در قوس الکتریکی شرایط گذر به حالت پلاسما را بیابند، قوس الکتریکی مربوطه دارای انرژی حرارتی زیادی خواهد شد به طوری که درجه حرارت قوس به بیش از 20000 درجه سانتیگراد میرسد.
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
تمرکز تنش(stress concentration)
وقتی نیرویی به طور یکنواخت بر سطح یک جسم وارد می شود، در بعضی نقاط ممکن است سطح مورد نظر به وسیله ی یک شکاف، حفره و... کاهش یافته باشد. این کاهش سطح ناگهانی به وسیله ی حفره یا شکاف باعث تمرکز تنش می شود.
یک جسم وقتی می شکند که شکافی در آن به وجود آید و پیشروی کند. معمولاَ شکست واقعی یک جسم زودتر از آنچه رخ می رود که به وسیله ی محاسبات تئوری انتظار می رود و این به دلیل شکافهای کوچکی است که در ساختار مواد تشکیل دهنده ی جسم وجود دارد. که همین شکافهای کوچک تمرکز تنش را در جسم افزایش داده و باعث می شود مقاومت جسم در مقابل تنش کاهش یافته و جسم زودتر بشکند.
برخی از عواملی که باعث ایجاد تمرکز تنش.......
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
چرخ دنده شانه ای
این چرخ دندهها برای تبدیل حرکت دورانی به حرکت خطی استفاده میشوند. یک مثال خوب برای این چرخ دندهها فرمان اتومبیل است. فرمان، چرخ دنده ای را میچرخاند که با چرخ شانه ای در تماس است. وقتی شما فرمان را میچرخانید، با توجه به جهت چرخش فرمان، شانه به سمت چپ و یا راست حرکت میکند و باعث حرکت چرخها میشود. در برخی از ترازوها نیز برای چرخاندن عقربه از سیستم مشابهی استفاده میشود
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
چرخ دنده های حلزونی
این چرخ دندهها زمانی مورد استفاده قرار میگیرند که بخواهیم تغییر زیادی در سرعت و یا قدرت ایجاد کنیم. معمولاً نسبت شعاع دو چرخ دنده 20:1 است و گاهی حتی به 300:1 و بیشتر نیز میرسد.
این چرخ دندهها یک خاصیت جالب هم دارند که در هیچ چرخ دنده دیگری پیدا نمی شود. چرخ بالایی (حلزون) میتواند به راحتی چرخ دیگر (چرخ دنده حلزونی) را حرکت دهد، ولی چرخ پایینی نمی تواند حلزون رابچرخاند. زاویه دنده های روی حلزون آنقدر کوچک است که وقتی چرخ پایینی بخواهد آن را بچرخاند، اصطکاک به حدی زیاد میشود که از حرکت حلزون جلوگیری میکند. این ویژگی به ما امکان استفاده از این چرخ دندهها را در جاهایی که به یک قفل خودکار نیاز داریم میدهد. فرض کنید از این چرخ دنده در یک بالابر استفاده کرده ایم؛ وقتی موتور بالابر از کار بیفتد، چرخ دندهها قفل میشوند و نمی گذارند بار پایین بیاید. معمولاً در دیفرانسیل کامیونها و خودروهای سنگین از این چرخ دندهها استفاده میشود.--علی شهروی--

محل کاربرد این نوع چرخ دندهها که بتواند حرکتهای دورانی را به حرکتهای افقی یا عمودی تبدیل کند . مانند جعبه فرمانهای اتومبیلها

ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
چرخ دنده های مارپیچ
دندانه این چرخ دندهها اریب است. وقتی یکی از آنها میچرخد، ابتدا نوک دندانهها با هم تماس پیدا میکنند سپس به تدریج دو دندانه کاملاً در هم جفت میشوند. این درگیری تدریجی همان چیزی است که هم سر و صدا را کم میکند و هم باعث میشود که این چرخ دندهها نرم تر کار کنند.
در ماشین تعداد زیادی چرخ دنده مارپیچ وجود دارد. به خاطر مایل بودن دندانه ها، هنگام درگیری نیروی زیادی به آنهاوارد میشود. به همین علت در وسایلی که از چرخ دنده های مارپیچی استفاده میکنند بلبرینگ هایی تعبیه شده است تا این فشار را تحمل کند. اگر زاویه دندانهها را به دقت تنظیم کنیم، میتوان دو چرخ دنده را به دو محور عمود بر هم وصل کرد تا جهت چرخش 90 درجه تغییر کند

دندانههای این چرخدنده برخلاف چرخدنده ساده موازی با محور چرخدنده نیستند، بلکه هر دندانه به شکل مقطعی از مارپیچ است. این قابلیت باعث میشود دندانهها به آرامی با هم درگیر شوند، در حالی که دندانههای چرخدنده ساده به یکباره با هم درگیر شده و از هم جدا میشوند. این مسأله باعث میشود که چرخدندهها مارپیچ نسبت به چرخدندههای ساده آرامتر و با صدای کمتر کار کنند.--علی شهروی--

ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
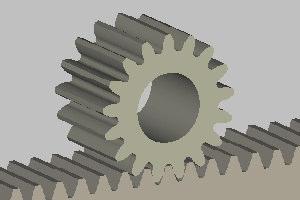
چرخ دنده های ساده
این چرخ دندهها ساده ترین چرخ دنده هایی هستند که دیده اید. آنها دندانه های مستقیم دارند و محور دو چرخ نیز موازی با یکدیگر قرار گرفته اند. گاهی تعداد زیادی از آنها را در کنار هم قرار میدهند تا سرعت را کاهش و قدرت را افزایش دهند.
در تعداد زیادی از وسایل از این چرخ دندهها استفاده میشود. مثلاً ساعت های کوکی، ساعت های اتوماتیک، ماشین لباسشویی، پنکه و ... . اما در اتومبیل به کار نمی آیند، چون سر و صدای زیادی دارند. هر بار که دندانه یک چرخ به دندانه چرخ روبرو میرسد، صدای کوچکی در اثر برخورد ایجاد میشود. میتوانید مجسم کنید وقتی تعداد زیادی از این چرخ دندهها با هم کار کنند، چه سر و صدایی راه میاندازند؟ تازه این برخوردها در دراز مدت، باعث شکستن دندانهها میشود. برای کاهش سر و صدا و افزایش عمر چرخ دندهها در بیشتر اتومبیلها از چرخ دنده های مارپیچ استفاده میکنند--علی شهروی--
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
ساختار چرخدنده
داخلیترین قسمت چرخدنده توپی میباشد که به محور محرک متصل میباشد. در بیرون این قسمت جان چرخدنده قرار گرفتهاست. بیرونیترین قسمت در جهت شعاعی، محیط چرخدنده Rim میباشد که دندانههای چرخدنده در این قسمت قرار میگیرند. این بخش از چرخدنده منبع اصلی ایجاد صدا میباشد.
مهمترین اصطلاحاتی که در طراحی چرخدنده بکار میروند عبارتاند از:
دایره گام: دایرهای فرضی که تمامیمحاسبات بر اساس آن انجام میگیرد. دایره گام دو چرخدنده درگیر بر هم مماس میباشند.
گام محیطی: طول کمانی از دایره گام که بین دو نقطه متناظر از دو دندانه مجاور قرار گرفتهاست.
ارتفاع سردنده: فاصله بین بالای دندانه تا دایره گام.
ارتفاع تهدنده: فاصله بین ته دندانه تا دایره گام.
لقی محیطی: مقداری که فضای خالی بین دو دندانه یک چرخدنده از ضخامت دندانههای چرخدنده درگیر با آن در امتداد دایره گام بیشتر است.
چرخدندهها بر اساس وضعیت قرارگیری محورهای دو چرخدنده درگیر نسبت به هم به دو گروه اصلی تقسیم میشوند:
- چرخدندههای با محورهای موازی
- چرخدندههای با محورهای غیرموازی
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
پروژه درس دینامیک ماشین
تحلیل سینماتیک ربات های SCARA به کمک نرم افزار ADAMS/view

ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
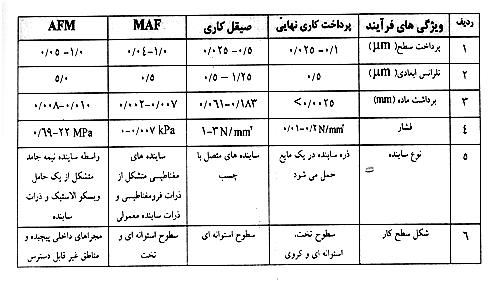
ماشينكاري و صيقل دهي سايشي توسط سيال ساينده (Abrasive Flow Machining ) يكي از روشهاي براده برداري نوين است . اين روش تنها روش منحصر به فردي است كه قادر است قطعات بسيار سخت با اشكال پيچيده را به راحتي و با كيفيت عالي پرداخت نماید . در اين تحقيق عوامل مؤثر بر كيفيت سطح پرداخت و نرخ براده برداري (MRR) از جمله غلظت مواد ساينده، سرعت حركت سيال، تعداد چرخه ها و اندازه ذرات ساينده مورد مطالعه قرار گرفته است . نتایج نشان می دهد که با کنترل پارامترهای فوق می توان به کیفیت سطح مورد نظر و دقت ابعادی عالی رسید. 
نياز به دقت و راندمان بالا در ماشينكاري موادي كه سخت ماشينكاري مي شوند كاربرد تكنولوژي هاي پرداخت كاري سايشي را به طور فزاينده اي مورد اهميت قرار داده است. عمليات ماشينكاري نهايي يا پرداخت كاري پر زحمت ترين مرحله ساخت قطعات دقيق است كه كنترل آن دشوار است. در توليد براي بيشتر موارد صافي سطح و دقت ابعادي بسيار عالي قطعه كار لازم است. در ماشينكاري با جريان ساينده، دانه هاي ساينده مانند سيليكون كاربايد يا الماس با يك زمينه بتونه مانند مخلوط مي شوندسپس از طريق روزنه ها و گذرگاههاي قطعه كار به پشت و روي آن فشرده مي شوند. حركت تحت فشار سيال ساينده، لبه ها و گوشه هاي تيز را سائيده و قطعه را پرداخت مي كند .اين فرآيند به خصوص براي قطعه كارهايي با حفره هاي داخلي و مجراهاي داخلي پيچيده و مناطق غير قابل دسترس مناسب است . فشارهاي وارده در اين فرآيند از100 PSI تا32000 PSI است
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی قالب های صنعتی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی آموزشگاه علوم رایانه
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی کافی نت
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی طراحی نرم افزار وصفحات وب
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید ترانس مهتابی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی گالوانیزاسیون گرم قطعات فولادی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی شناور باربری فایبرگلاس
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی ریخته گری قطعات چدنی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید ساچمه فولادی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید پروفیل رنگی آلومینیوم
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید الکترود
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید اکسیژن طبی و صنعتی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تراشکاری وقالب سازی وقطعه سازی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
مژده .........طرح توجیحی....پروژه کارآفرینی
مژده .........طرحهای توجیحی..و..پروژه کارآفرینی کاملا رایگان در mandp.loxblog.com
طرح توجیهی و پروژه کارآفرینی تراشکاری وقالب سازی وقطعه سازی
طرح توجیهی و پروژه کارآفرینی تولید اکسیژن طبی و صنعتی
طرح توجیهی و پروژه کارآفرینی تولید الکترود
طرح توجیهی و پروژه کارآفرینی تولید پروفیل رنگی آلومینیوم
طرح توجیهی و پروژه کارآفرینی تولید ساچمه فولادی
طرح توجیهی و پروژه کارآفرینی ریخته گری قطعات چدنی
طرح توجیهی و پروژه کارآفرینی شناور باربری فایبرگلاس
طرح توجیهی و پروژه کارآفرینی قالب های صنعتی
طرح توجیهی و پروژه کارآفرینی گالوانیزاسیون گرم قطعات فولادی
طرح توجیهی و پروژه کارآفرینی تولید ترانس مهتابی
طرح توجیهی و پروژه کارآفرینی طراحی نرم افزار وصفحات وب
طرح توجیهی و پروژه کارآفرینی کافی نت
طرح توجیهی و پروژه کارآفرینی آموزشگاه علوم رایانه
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
اسکرین سیور برای اونایی که عاشق مکانیک هستند
Screen Sever-Engine
ساخت و تولید
MandP
--علی شهروی--
برای دانلود برنامه بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
