
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
استایرین اکریلونیتریل SAN
وزن مخصوص. 1.08_1.06
دمای ذوب 200_165F
محدوده دمای کار 190_175F
دمای قالب 175_30F
استحکام کششی در نقطه تسلیم 12.0_9.0
دمای فرایند 550_360F
مزایا:
شفاف هستند
سخت و صلب می باشد
پایداری ابعاد عالی
مقاومت بالا در برابر ترکزایی
کاربردها:
خودرو:لنز دستگاهی و بدنه درپوش باطری
ساختمانی: دربها و پنجره های ضد طوفان سردوش های ویژه قطرات ریز
پزشکی: اتصالات درون رگ بدنه فیلترها و واحد دیالیز خون
خانگی: لیوانهای اب ،دسته های مسواک، موهای زبر سر مسواک
و فندک های سیگار یکبار مصرف


------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگیلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی استایرن PS
وزن مخصوص1.05
دمای فرایند390-480 F
استحکام کششی در نقطه تسلیم 6
دمای قالب F 50-175
محدوده دمای کاری122-158 F
دمای ذوب212 F
مزایا:
شفافیت نوری
جلا و برق بالا
تایید شده توسط اداره غذا و دارو امریکا
پایداری ابعادی و عدم انعطاف پذیری خوب
کاربردها:
ظروف مصرفی : بشقابها ولیوانها و فنجانها
بسته بندی: جعبه کاست و قابهای نازک سی دی
ورقه های پلاستیکی ک به عنوان پرده در مقابل دوش حمام قرار میگیرد



------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگیلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی سولفون PSU
وزن مخصوص1.46
دمای فرایند600-715 F
استحکام کششی در نقطه تسلیم 14.5
دمای قالب200-355 F
محدوده دمای کاری 350 F
مزایا:
مقاومت ویژه و خواص استحکام دی الکتریک بالا
مقاومت بالا در برابر سوختن
پایداری حرارتی عالی
مقاومت شمیایی خوب
مقاومت بالا در برابر قلیاها
کاربرد ها:
صنعت ساختمان:بستها و نگهدارندها لوله های ساختمانی و عایق ها
لوازم خانگی:سینیهای اون _میکرو کاسه ها و پیاله ها
پزشکی:تجهیزات بیمارستانی و قطعات الکترونیکی و فراوره های ازمایشگاهی که نیازبه استریلیزاسیون دارند.

------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگیلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی فنیل سولفاید PPS
وزن مخصوص1.38
دمای فرایند 600_715F
استحکام کششی در نقطه تسلیم 22.00
دمای قالب 275_320F
محدوده دمای کاری 210F
دمای ذوب 390_450F
مزایا:
استفاده گسترده در دمای 450 فارنهایت
مقاومت تابشی خوب در برابر حلال ها
جذب اب و رطوبت پایین
مقاومت شمیایی مطلوب و غیر قابل سوختن
کاربرد ها:
الکتریکی: سوکتها ،پریز برق وپوشش خازنها
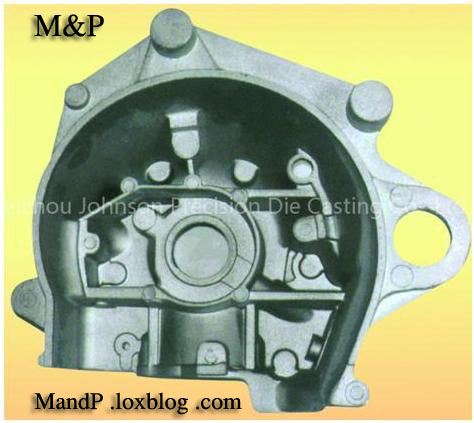
مکانیکی و شمیایی:بدنه پمپ سپرهای حرارتی و حسگرهای دیگ بخار
خودرویی:وسایل مرتبط با حسگر سوخت و سیستمهای ترمز و سوکتهای سیستم خنک کننده

------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگیلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی متیل متاکریلات PMMA
وزن مخصوص. 1.17
دمای فرایند 410_575F
استحکام کششی در نقطه تسلیم 7.50
دمای قالب 140_190F
محدوده دمای کاری 150_190F
مزایا:
شفافیت نور عالی
سختی سطح عالی
تحمل عالی در برابر شرایط اب و هوایی مختلف
استحکام ضربه ای خوب
کاربرد ها :
خودرو: چراغهای عقب عدسیهای نوری پارکینگ و تابلو های ویژه نوشتن اسم
لوازم خانگی: نگهدارندها قاب لامپ ها و قاب عکسها
الکترونیکی: پوشش دادن تخته مدار چاپی


------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی اریلات PAR
وزن مخصوص. 1.22
دمای ذوب 300_345F
محدوده دمای کاری 210F
دمای قالب 250_300 F
استحکام کششی در نقطه تسلیم 10.00
دمای فرایند 675_735F
مزایا :
مقاوم در برابر خزش
مقاوم در برابر گرما
مقاوم در برابر پیچ وتاب
مقاوم در برابر اشتعال پذیری
مقاوم در برابر تابش فرا بنفش و داشتن خواص الکتریکی خوب
مقاومت عالی در مقابل نفت و بنزین
مقاومت عالی در مقابل شرایط سخت جوی در دراز مدت
کاربرد:
صنایع خودرویی : بدنه چراغ جلوی ماشین و بخش نور ترمز
تجهیزات ایمنی:کلاه اتش نشانی و کلاه ایمنی ویژه حفر معدن و عدسیهای علامت دهی ترافیک
الکترونیکی:کلید و روکش های فیوز



------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی استال POM
وزن مخصوص. 1.42
دمای فرایند375_450F
استحکام کششی در نقطه تسلیم10.00
دمای قالب 140_200F
محدوده دمای کاری 195-230 F
دمای ذوب 350F
نوع پلیمر نیمه بلوری
وزن مخصوص 1.42
مزایا:
خواص مکانیکی خوب استحکام کششی بالا
دینامیکی پایین
حفظ خواص الکتریکی و مکانیکی تا
230 فارنهایت
مقاومت شمیایی عالی در برابر سوختهای متداول و الکل ها
و چقرمگی عالی
کاربردها:
صنایع خودرویی: دسته دستگیره اهرم جابجا کننده صندلی، گیرههای نصب پایه های نگهدارنده آفتاب گیروپایه آنتن ها
لوازم خانگی: گیره و قفسه بندی یخچالها، چرخدندهای ماشین لباس شویی، سر دوشهای ویژه پاشیدن، ماشین ظرفشوی

------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
نایلون دمای بالا HTN
وزن مخصوص. 1.44
دمای ذوب 570F
محدوده دمای کاری 440_315F
دمای قالب 300_260F
استحکام کششی در نقطه تسلیم 32.0
دمای فرایند 620_580F
مزایا:
جذب رطوبت پایین نسبت به نایلون 6
پایداری ابعاد خوب
خواص مکانیکی عالی
مقاومت شمیایی عالی
خصوصیات خزشی پایین
کاربردها:
خودرویی: پوسته موتور بالا بر شیشه بدنه حسگر کیسه هوا
الکتریکی: سوکتهای متصل کننده لامپ، بوبینهای سیم پیچ
مکانیکی:واشرهای تکیه گاهی رینگهای ابند درر پیستونها و لقمه های سایشی

------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی اتیلن سنگین HDPE
وزن مخصوص 0.94
استحکام کششی در نقطه تسلیم kpsi 3.75
محدوده دمای کاری176-158 F
دمای ذوب 275-257 F
دمای فرایند 400-535 F
دمای قالب F 50-140
کاربرد:
حمل و نقل: باک بنزین خودرو
کالاهای مصرفی: اسباب بازیها و ظروف اشپزخانه
صنعتی: لوله و اتصالات و مخازن
کالاهای الکتریکی:عایق بندی سیم و کابل
خواص:
قیمت رزین پایین خواص خوب در دماهای پایین - مقاوت بالا در برابر رطوبت و اکسیژن - مقاومت ضربه ای خوب در محدوده های194_104 فارنهایت


------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی بیوتیلن ترفتالات PBT
وزن مخصوص. 1.53
دمای ذوب 437F
محدوده دمای کاری 200_250F
دمای قالب 110_200F
استحکام کششی در نقطه تسلیم 17.50
دمای فرایند 470_530F
مزایا:
مقاومت عالی در برابر اب تا 50 درجه سانتیگراد
خواص الکریکی بالایی دارد و از مقاومت عایقی بالایی برخوردار است.
کاربردها:
خودرریی: گلگیرها قالپاق چرخ دستگیره های در و واتر پمپ آب
الکتریکی: رله ها بدنه موتورها سوکت و لولها
مخابراتی: وسایل ارتباطی شبکه و لوله های حامل فیبر نوری
مصرفی: قطعات جارو برقی پنکه و فنها و دسگیره اتو


------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
کو پلیمر اکریلونیتریل-بوتادین-استایرن ABS
وزن مخصوص 1.05
دمای فرایند518_410F
استحکام کششی در نقطه تسلیم 5.0
دمای قالب 176_122F
محدوده دمای کاری 185_167F
دمای ذوب216_204F
مزایا:
مقاومت در برابر ضربه
خزش پایین
پایداری ابعادی خوب
خواص فیزیکی _مکانیکی بالا
کاربردها:
الکترونی تجاری: نوار ویدئویی بدنه چاپگر کامپیوتر ودستگاههای کپی
تفریحی:قالبگیری موتورسیکلت قایقها چادرهای ویژه اردوگاهها
خانگی:چمدان بابدنه سخت جعبه ویژه لوازم ارایشی واسباب بازیها


------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس تکنولوژی پلاستیک
قطعات پلاستیکی ،پلیمرها وخصوصیات آنها
وزن مخصوص ، دمای فرایند ، استحکام کششی در نقطه تسلیم ، دمای قالب ، محدوده دمای کاری ، دمای ذوب ، مزایا ، و کاربرد آنها
PVC - ABS - PBT - HDPE - HTN - POM - PAR - PMMA - PPS - PSU
- PS - SAN - LCP - PEI - PEEK - PTFE - TPU - SBB - TPO
- TPV - MPR - BC_TPE - PUR - BPA - PA - PET
- PAK - DAP - MF - CE - Syanate - PF
- PB - EP - Polyxylene - PI - EMA
پلی وینیل کلراید - کو پلیمر اکریلونیتریل-بوتادین-استایرن - پلی بیوتیلن ترفتالات - پلی اتیلن سنگین - نایلون دمای بالا - پلی استال - پلی اریلات - پلی متیل متاکریلات - پلی فنیل سولفاید - پلی سولفون - پلی استایرن - استایرین اکریلونیتریل - پلیمر بلور مایع - پلی اتر ایمید - پلی اتر اترکتون - پلی تترا فلوئورواتیلن - پلی اوره تان ترمو پلاستیک - کو پلیمردسته ای استایرینیک - پلی اولفین ها - ترمو پلاستیکهای ولکانیزه شده - لاستیک فرایند پذیر - الاستومر ترموپلاستیک کو پلی استر دسته ای - پلی اوره تان - وینیل استر بیس فنل آ - پلی امید - پلی اتیلن ترفتالات - پلی استر الکید - دی الیل فتالات - ملامین فرمالد ئید - سلولز استر - سیانات - فنل فرمالدئید - پلی بوتادی ان - اپوکسی - پلی زایلین - پلی ایمید - اتیلن متیل اکریلات - پلی استر اشباع نشده - پلی کربنات - بوتیل اکریلات - اتیلن اتیل اکریلات - پلی ا تیلن سبک
------------------------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------
پلی وینیل کلراید PVC
وزن مخصوص1.38
دمای فرایند365-400 F
استحکام کششی در نقطه تسلیم 6
دمای قالب85-140 F
محدوده دمای کاری 140-221 F
دمای ذوب360-390 F
مزایا:
نسبتا ارزان هستند
غیر قابل اشتعال می باشند
مقاومت عالی در برابر شرایط نامساعد اب و هوایی
مقاومت عالی در برابر اب و محلول های ابی
پایداری ابعادی خوبی دارند
کاربردها:
ساختمان: لوله اتصالات دیوار پوش دربها و پنجره ها
ورزشی: کفش و پوشش داخلی استخر
مصرفی: شیلنگ ابیاری پارچه پرده ورومبلی
لوازم خانگی: چمدان کیف دستی کفش



------------------------------------------------------------------------------------------
------------------------------------------------------------------------------------------
برای دیدن عکس ها و خصوصیات پلیمرهای دیگر بر روی نماد انگیلیسی یا اسم اون پلیمر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
آیا تا به حال این نکته توجه شما را به خود جلب کرده است که چرا بعضی وسایل مکانیکی مانند چرخهای اسکیت یا موتور الکترونیکی به راحتی و به نرمی حرکت میکنند؟ پاسخ این سوال را باید در ماشینی به نام بلبرینگ یافت.

بلبرینگ در بسیاری از وسایل اطراف ما دیده میشود. اگر بلبرینگ در وسایل مکانیکی ما موجود نباشد، آنگاه مجبور به تعویض مداوم قطعاتی هستیم که در معرض پدیده اصطکاک قرار دارند. با خواندن این مقاله، با بلبرینگ و انواع آن آشنا خواهید شد.
1- اصول حاکم بر بلبرینگ:
ایده موجود در بلبرینگ بسیار ساده است. به گردش در آوردن اجسام سادهتر از ساییدن آنها بر یکدیگر میباشد. به عنوان مثال چرخهای اتومبیل شما مثل بلبرینگهای بزرگی هستند. اگر به جای چرخ اتومبیل شما چیزی مانند چوب اسکی داشت آنگاه به حرکت درآوردن آن بسیار دشوارتر بود. دلیل آن این است که وقتی از اجسامی مانند چوب اسکی به جای چرخ برای اتومبیل استفاده کنید آنگاه نیروی اصطکاک قویی در جهت عکس حرکت اتومبیل برآن وارد میشود، لذا حرکت اتومبیل به کندی صورت خواهد گرفت. ولیکن اگر دو سطحی که با یکدیگر در تماس هستند بر روی هم گردش نمایند آنگاه اصطکاک به حداقل خود میرسد.
بلبرینگ با دارا بودن ساچمههایی گرد و سطوح صیقلی اصطکاک را به حداقل خود میرساند. این ساچمهها بار کاری را تحمل کرده و سبب میشوند تا وسیله به راحتی حرکت کند.
2- بار وارد شده بر بلبرینگ:
به طور کلی بار وارد شده بر بلبرینگها را به دو دسته Radial و Thrust دستهبندی میکنند. بسته به موقعیت و شرایطی که بلبرینگ مورد استفاده قرار میگیرد یکی از این دو بار و یا هر دو بار بر آن وارد میشوند. بار وارد شده بر بیشتر بلبرینگهای مورد استفاده در موتورهای الکترونیکی از این نوع میباشد. نوع دیگر بار که Thrust نام دارد، فشار خود را بر ناحیه اتصال دو قرقره اعمال مینماید. بر بلبرینگ چرخ خودروی شما هر دو نوع فشار وارد میشود.
انواع بلبرینگ
بلبرینگ، بالبرینگ، یاتاقان ساچمهای: (Ball Bearing)
این نوع از بلبرینگ مرسومترین نوع بلبرینگ میباشد که نمونههایی از آن را در وسایل مختلف مشاهده کردهاید. این نوع از بلبرینگها هر دو نوع فشار را به خوبی تحمل میکنند و بیشتر در وسایلی استفاده میشوند که بار وارده بر بلبرینگ زیاد نیست.
در این نوع از بلبرینگ، فشار بر روی سطح خارجی بلبرینگ وارد میشود و این فشار از طریق ساچمهها به بخش داخلی منتقل میگردد. به دلیل آنکه ساچمهها کروی هستند، تنها بخش اندکی از سطح آنها با سطوح در تماس است لذا اصطکاک به شدت کاهش یافته و این نوع بلبرینگها به نرمی حرکت میکنند. از آنجایی که تنها سطح اندکی از ساچمهها در تماس میباشد لذا نمیتوان فشار زیادی را بر آنها وارد نمود زیرا موجب تغییر شکل پیدا کردن بلبرینگ میشود و پس از مدتی بلبرینگ به خوبی کار نخواهد کرد.
بلبرینگ های غلتکی، رولرینگ: (Roller Bearings)
این نوع بلبرینگها شبیه شکل زیر میباشند. این نوع بلبرینگها قادر خواهند بود فشار بسیار زیادی از نوع Radial را که پیشتر شرح آن داده شد، تحمل کنند. در این نوع بلبرینگها سطح تماس ساچمه با سطوح یک خط میباشد ولیکن در بلبرینگهای چرخی یک نقطه بود لذا این نوع بلبرینگها (بلبرینگهای غلتکی) فشار بسیار بیشتری را قادر به تحمل کردن هستند. ولیکن این نوع بلبرینگها قادر به تحمل کردن فشار زیاد از نوع Thrust نمیباشند. نوعی از این بلبرینگ که آن را یاتاقان سوزنی مینامند دارای استوانههایی با قطر بسیار اندک میباشد.
بلبرینگ کف گرد Ball Thrust Bearing
این نوع بلبرینگها در جاهایی مورد استفاده قرار میگیرند که سرعت پایین باشد و همچنین فشار از نوع Radial کم باشد.
بلبرینگ کف گرد بشکهای Roller trust bearing
این نوع بلبرینگ قادر به تحمل فشار زیادی از نوع Thrust میباشند.
یاطاقانهای غلتکی مخروطیTapered roller bearings
این نوع از بلبرینگها نيز قادر به تحمل نمودن فشار زیادی هستند.
بلبرینگ های مغناطیسی Magnetic bearings
در بعضی از کاربردها که در آن سرعت حرکت وسایل مکانیکی بسیار زیاد میباشد از این نوع از بلبرینگها استفاده میشود. در این نوع از بلبرینگ تماس فیزیکی بین قطعات وجود نداشته بلکه نیروی مغناطیسی قویی سبب غوطهورشدن اجزای داخلی بلبرینگ میشود. بعض از انواع آن قادر هستند در عرض یک دقیقه به تعداد 50000 گردش کنند
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
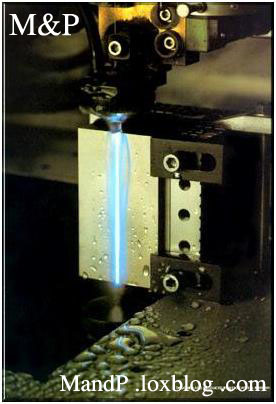
ماشین کاری با اسپارک EDM
ماشین کاری با اسپارک از جدیدترین روش هایی است که به روش های قالب سازی اضافه شده است. ماشین کاری با اسپارک روشی است که در آن از فولاد و یا بقیه فلزات می توان با روش تخلیه الکتریکی براده برداری نمود. اسپارک یک عمل موضعی است و با تناوب زمانی، براده ها به صورت حجم کوچک فلزی بتدریج از قطعه کار برداشته می شوند.
یک نمونه ماشین اسپارک اوروژن در شکل زیر نمایش داده شده است.
.JPG)
قطعه کار که معمولا همان اینسرت قالب است، روی یک صفحه در محلول دی الکتریک غوطه ور است (معمولا نفت). مخزن روی پایه ماشین نصب شده است. الکترود که کاملا متناسب با حفره است (مشابه هاب) روی گلویی ماشین نصب شده و گلویی نیز به یک سیستم پینیون چرخ شانه متصل است. یک سر و موتور شانه را توسط یک پینیون تحریک می کند. بنابراین ابزار نسبت به قطعه کار حرکت عمودی می کند. قطعه کار و ابزار هر دو به یک منبع الکتریکی متصل هستند. الکترود قطب منفی و قطعه کار قطب مثبت است.
شانه ماشین توسط سرو موتور به سمت پایین تا فاصله معینی بین ابزار و قطعه کار حرکت می کند. در این نقطه دی الکتریک بین الکترود و قطعه کار قطع شده و عملیات اسپارک شروع می شود. عملیات اسپارک باعث جداسازی ذرات از قطعه کار می شود. به صورت مشابه در همین زمان خوردگی روی الکترود نیز با نرخ کمتری به وجود می آید
.JPG)
یک نازل دی الکتریک را از طریق شیلنگ به روی قطعه می پاشد و ذرات خورده شده از روی قطعه کار شستشو می شوند (در زمانی که الکترود به سمت بالا حرکت می کند). الکترود مجدد پایین می آید اما این بار به دلیل خوردگی، میزان پایین آمدن بیشتر از کورس قبلی است. مجددا اسپارک در یک عمق بیشتر اتفاق می افتد و ذرات دیگری از قطعه کار برداشته می شوند.

عملیات ادامه پیدا می کند، ابزار بالا می رود. ذرات خورده شده شسته می شوند. ابزار پایین می آید و عملیات اسپارک با حداقل شعاع جرقه اتفاق می افتد.

خوردگی نه تنها در قطعه کار بلکه در الکترود هم به وجود می آید. این بدان معنی است که برای عمق های زیاد چندین الکترود مورد نیاز است. معمولا الکترودهای اول و دوم و سوم عملیات خشن کاری را انجام می دهند. آخرین الکترود ترجیحا برای عملیات نهایی استفاده می شود. شکل آخر را الکترود نهایی در حداکثر عمق به وجود می آورد. مایع دی الکتریک به صورت پیوسته چرخش داده می شود. مایع که آلوده به ذرات خورده شده است به تانک اصلی برگشته و از بین فیلترها گذشته و سپس توسط یک شیلنگ به تانک پمپ می شود

ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
آلیاژهای حافظه دار :Intelligent Alloys
آلیاژ های حافظه دارگروه جدیدی از مواد هستند که اگر با ترکیب شیمیایی مشخص تحت عملیات حرارتی مناسبی قرارگیرند؛ توانایی بازگشت به شکل یا اندازه از قبل تعیین شده را از خود نشان می دهند.
همچنین این مواد قابلیت تبدیل انرژی گرمایی(الکتریکی)را به انرژی مکانیکی دارند واگر گرم وسرد کردن این آلیاژها با جریان الکتریکی کنترل شود؛ میتوان حرکتهای سیکلی با قابلیت تکرار در دفعات متوالی ایجاد کرد.
آلیاژهای حافظه دار از عناصر نیکل و تیتانیوم تشکیل شده اند، که تحت نام نایتینول شناخته می شوند.
این آلیاژها کاربردهای گوناگون و بسیار مفیدی در زمینه هایی همچون: هوا وفضا، صنایع خودروسازی، پزشکی،دندانپزشکی و....
خاصیت منحصر به فرد این آلیاژها بر اساس تغییر فاز در آلیاژ نیتینول میباشد.
چگونگی پی بردن به حافظه داربودن این آلیاژها:History”SMAs” (تاریخچه)
در سال 1961در لابراتوار اسلحه و مهمات نیروی دریایی WhiteOak بود ،که به خاصیت بی همتاو شگفت انگیز این گونه آلیاژها پی برده شد.
Dr.Wiliam.j.Buehler اولین نفری بود که به حافظه دار بودن این آلیاژها پی برد.
اکتشاف حقیقی خاصیت حافظه دار بودن آلیاژ به طور تصادفی به دست آمد.در نشست هیئت مدیره لابراتوار یک نوار از این آلیاز که مدتها از خم شدن آن می گذشت مهیا بود.یکی از حاضران به نام « دکتر دیوید» نوار را با فندک مخصوص پیپش گرم کرد وبه طور شگفت آوری نوار کشیده شد و به حالت اولیه خود برگشت.
ترکیبات آلیاژهای حافظه دار:
آلیاژهای حافظه دارازعناصری چون Ni - Tiتشکیل شده اند وبا نام تجاری نایتینول شناخته می شوند. آلیاژهای حافظه دار عموما از Si-Mg-Fe وAl-Zn-Cu ;; Ni -Cu-Al تشکیل گردیده اند.
آنچه در ادامه مطلب خواهید خواند...
مواد محرک: موادي که باعث سازگاري سازه با محيط خود مي شوند، مواد محرک ناميده مي شوند. اين مواد مي توانند شکل، سفتي، مکان، فرکانس طبيعي و ساير مشخصات مکانيکي را .....
معرفي آلياژهاي حافظه دار: آلياژهاي حافظه دار عنوان گروهي از مواد ...
اساس حافظه داری آلیاژ : NiTinol
اصل حافظه داری درآلیاژ نیتینول تغییر فاز...
آزمایش جهت بررسی حافظه دار بودن یک آلیاژ حافظه دار:
به منظور بررسی اثر حافظه دار بودن یک آلیاژ حافظه دار پایه مس،چندین ترکیب....
روش تهیه: ( براساس یک آزمایش وتحقیق)
برای تهیه آلیاژ حافظه دار تیتانیوم- نیکل....
کاربردهای آلیاژ حافظه دار:آلیاژهای حافظه دار کاربرد وسیعی در صنایع مختلف دارند ؛ از جمله این کاربردها، کاربردهای.....
کاربرد در صنایع خودروسازی: امروزه آلیاژهای حافظه دار جهت کنترل موتور، انتقال قدرت وتوقّف اتومبیل استفاده می شودهمچنین از آن به عنوان جا یگزینی به جای موتور DC استفاده می شودکه درهرچه سبکترکردن سیستم تحریک، حذف گیربکس وکلاچ کمک بسیار.....
شناخت این گونه آلیاژها:
برای شناخت ترمودینامیکی ومکانیکی آلیاژ های حافظه دارTI- NI آزمایشاتی از قبیل اندازه گیری مقدار گرما برای انتقال فاز ؛ مقدار کرنش قابل بازیافت ، عمر و ضریب میرایی آلیاژ باید .....
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
![]()
تحقیق در مورد قالبکاری
تکنیک های قالب سازی ، ریخته گری ، فرایند ریخته گری ، ریخته گری در ماسه ، ریخته گری دقیق ، ریخته گری در سرامیک ، پاشش فلز ، روکش کاری الکترولیتی ، سنبه زنی ، ماشینکاری و عملیات براده برداری ، عملیات سطحی ، سنگ زنی و پولیش ، پرداخت ارتعاشی ، سند بلاست ، لپینگ فشاری ، پرداخت الکتروشیمیایی ، پرداخت با تخلیه الکتریکی ، ادغام طراحی کامپیوتری و برنامه نویسی ، فرایند ساخت با تخلیه الکتریکی ، ماشینکاری با تخلیه الکتریکی ، وایرکات ، ماشینکاری الکتروشیمیایی ، براده برداری شیمیایی – اچ کردن ، سطوحی که عملیات اسپارک یا انحلال شیمیایی اچ شده اند ، قالب برای قطعات تو خالی با شکل دلخواه ، فرایند استریو-پلانوگرافی
-------------------------------------------------------------------------------------------------------
-------------------------------------------------------------------------------------------------------
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دانلود فایل word تحقیق، بر روی لوگوی زیر کلیک کنید
![]()
واشرهای آب بندی_ اُ ـ رینگها_اورینگها_ O-rings_ کاسه نمدها
نخستین آب بندها، از بندهای چرمی بودند که برای نگهداری گریس در محل خود به دور محورهای گاری پیچیده می شدند. با بروز انقلاب صنعتی جنس فیبر طبیعی استفاده میشد. با ظهور ماشینهای جدید و بهتر آب بندهای از جنس پنبه نسوز بدلیل مقاومت به گرمای بالا و مقاومت به سایش کاربرد گسترده ای پیدا کرده و در صنایع رو به پیشرفت اتومبیل سازی نیاز به آب بندهایی احساس شد که در سرعت های بالا بتوانند کار کنند. آب بندهای لبه ای این نیاز را برطرف کرده اولین آب بند لبه ای از چرم ساخته شده و پس از آن، چرم جای خود را به الاستومرهای مصنوعی مقاوم به روغن داد.
آب بندهای مدرن را می توان به دو گروه مختلف تقسیم کرد: استاتیکی و دینامیکی. آببندهای استاتیکی در جاهایی به کار می روند که هیچ نوع حرکت وجود ندارد. مثالهایی از این نوع آب بندها را می توان واشرهای آب بندی و اُ ـ رینگها (اورینگها) (O-rings) نام برد.
آب بندهای دینامیکی برای آب بندی سطوح متحرک به کار می روند. از جمله آب بندهای دینامیکی، آب بندهای لبه ای و آب بندهای مکانیکی را می توان نام برد.
واشرهای آب بندی
واشر آب بندی، یک ماده الاستیکی می باشد که برای ایجاد یک آب بند، بین دو فلز از بخشهای ماشین قرار می گیرد. واشرهای آب بندی ممکن است برای آب بندی درونی (مانند مایعات، گازها و مانند آنها) و یا آب بندی بیرونی(مانند رطوبت، چرک و یا دیگر آلودگیها) به کار می شوند. بیشتر واشرهای آب بندی، برای انجام هر دو کاربرد طراحی شده اند.
برای آب بندی کردن خوب توسط واشرهای آب بندی، این چهار راهنمایی زیر را در نظر بگیرید:
1ـ سطوح تماس را از لحاظ پیچ و تاب داشتن و آسیب دیدگی و پرداخت سطح بررسی و تمیز کنید تا از تماس نرم و روان واشر و آب بندی مناسب آن مطمئن باشید.
2ـ از واشرهای آب بندی مناسب برای کار موردنظر استفاده کنید و
3ـ به همه پیچها به طور مساوی گشتاور پیچشی اعمال کنید.
4ـ پیچها را با استفاده از یک الگوی مناسب، در کمتر از سه مرحله سفت کنید.
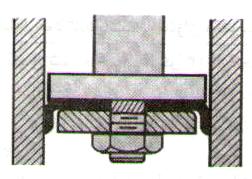
ترتیب سفت کردن پیچ نیز، خیلی مهم است. در کل، همه سطوح اتصال باید به طور مساوی سفت شوند. توالی و ترتیب محکم کردن یک نوع فلنج را نشان می دهد.
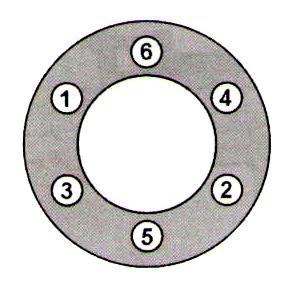
ترتیب محکم کردن پیچ در فلنجها
برای شکل مستطیلی، از ترتیب محکم کردن حلزونی باید استفاده شود. در شکل زیر ترتیب سفت کردن نشان داده شده است. در اینجا نیز گشتاورپیچی باید در کمتر از سه مرحله وارد شود..
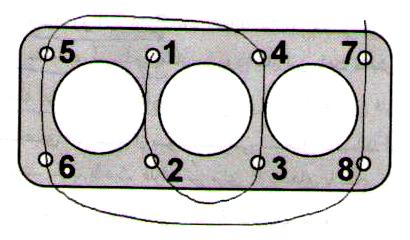
در اشکال متطیلی از ترتیب محکم کردن حلزونی استفاده کنید.
علل خرابی واشرهای آب بندی:
1ـ نصب اشتباه 2ـ آسیب دیدن واشرها 3ـ کثیفی یا آلودگی 4ـ استفاده از مواد نامناسب برای کاربرد موردنظر
5ـ طراحی بند آنها
واشرهای آب بندی، کلاً نباید دو بار مورد استفاده قرار گیرند. زیرا آنها خاصیت ارتجاعی خود را از دست داده و ممکن است بعد از استفاده دوباره از آنها، بخوبی آب بندی نکنند.
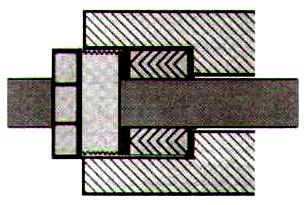
آب بندهای الاستومری استاتیکی
آب بندهای الاستومری استاتیکی، از یک پلیمر انعطاف پذیر ساخته شده اند که الاستومر نامیده می شود. در شکلهای متفاوتی وجود دارند ولی معمولاً از رینگ آب بندی بیشتر استفاده می شود.
لاستیک اضافی، به وسیله پرداخت کاری سرد رینگهای آب بندی برداشته می شود. رینگهای آب بندی به وسیلۀ نوع مواد، قطر داخلی(ID) و قطر مقطع عرضی شان، شناخته می شوند. برای آب بندی خوب توسط رینگهای آب بندی، آنها باید متراکم شوند. مینیمم مقدار تراکم، صرف نظر از قطر رینگ آب بندی، باید کمتر از (mm15/0) in006/0 باشد. معمولاً مقدار تراکم باید در حدود %20 قطر مقطع عرضی باشد.
علاوه بر رینگهای آب بندی، حلقه هایی با شکل مستطیلی و مربعی نیز، به طور گسترده ای در کارهای با فشار بالا، مورد استفاده قرار می گیرند. علل خرابی رینگهای آب بندی، نصب اشتباه، آسیب دیدگی رینگ یا شکاف، سطوح آماده شدۀ نامناسب یا وجود جنس نامناسب در رینگ برای کاربرد موردنظر می باشد.
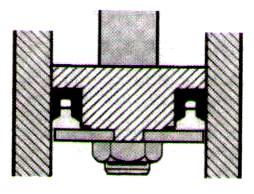
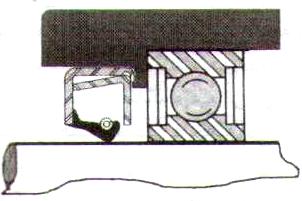
کاسه نمدها
آب بندهای دینامیکی، برای آب بندی شفتهای چرخان و یا شفتهایی که دارای حرکت رفت و برگشتی هستند، استفاده می شوند. کاسه نمدها یکی از متداولترین آب بندهای دینامیکی هستند. یک کاسه نمد شامل سه بخش اصلی است.
1ـ محفطه یا جعبه آب بندی: یک اتاقک ثابت برای حلقه های آب بندی می باشد،
2ـ حلقه های آب بندی: از مواد نرم و قابل تراکم ساخته شده اند که عمل آب بندی واقعی را آنها انجام می دهند.
3ـ دنباله رو آب بندی: بعضی مواقع پوشش آب بندی نیز نامیده می شود. برای متراکم کردن حلقه های آب بندی بکار می رود.
محفظه آب بندی و دنباله رو آب بندی از جنس چدن و برنز ساخته می شوند.
سطح مقطع آب بندها ممکن است به صورتهای مربعی، مستطیلی و یا دایره ای باشد. نرمی و انحناءپذیر بودن مواد حلقه های آب بندی، منجر به افزایش نشتی می گردد.
با این همه، برای تعمیرات و نگهداری خوب و افزایش طول عمر شفت، باید مقداری نشتی وجود داشته باشد تا به روان کنندگی و سرد نگهداشتن شفت کمک کند و از ماکزیمم مقدار سائیدگی، اطمینان حاصل شود.
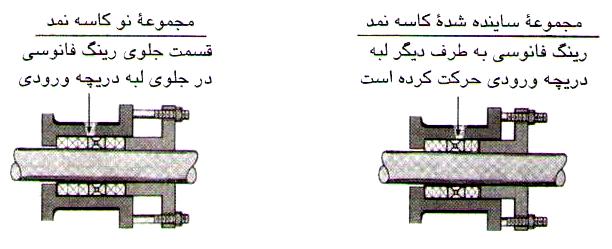
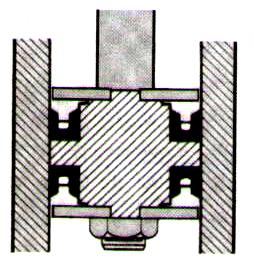
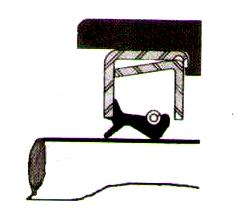
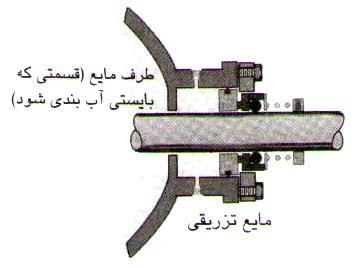
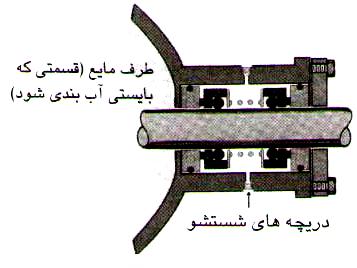
یک رینگ فانوسی (Lantern ring) اغلب در میان جعبه، نصب می گردد. رینگ فانوسی به شکل یک فاصله بند مخصوصی است (معمولاً از فلز ساخته می شود) که امکان ورود یک سیال خارجی را فراهم می سازد. این امر سبب جلوگیری از ورود هوا به داخل کاسه نمد میشود و همچنین باعث روانکاری مفید برای حلقه های آب بندی اولیه می گردد.
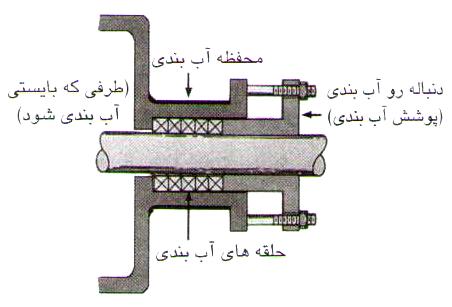
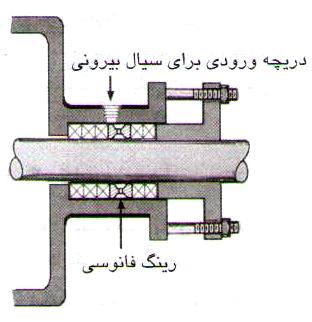
اجزاء یک کاسه نمد کاسه نمد با رینگ فانوسی
رینگهای فانوسی همچنین اجازه تزریق سیال تمیز و سرد را به پمپهایی که حامل مواد شیمیایی یا ساینده هستند می دهد.
رینگهای فانوسی باید به لبۀ جلویی دریچه ورودی در یک ردیف قرار گیرد.
تنظیم دقیق، به رینگ فانوسی کمک می کند که در طول عمر مجموعه، قابل استفاده باقی بمانند.
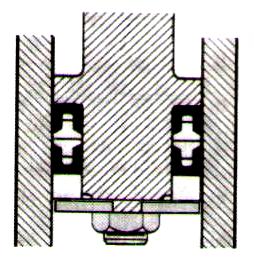
مزایای استفاده از پیچ های فنردار:
1ـ نیاز به تنظیم دوره ای دنباله رو آب بندی را کاهش دهد.
2ـ همزمان با سایش مجموعه، فنرها نیز فشرده می شوند و فشار یکنواختی را به دنباله رو آب بندی وارد می کنند.
به هنگام تنظیم رینگ فانوسی، دقت کنید.
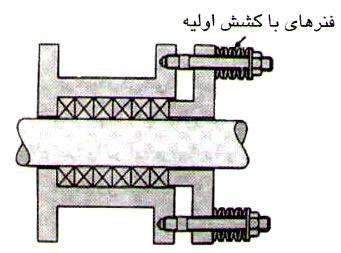
کاسه نمد با فنرهای با کشش اولیه
---------------------------------------------------------------------------------------------------
---------------------------------------------------------------------------------------------------
خلاصه آنچه در ادامه ی مطلب وجود دارد
آب بندی اتوماتیک یا قالبی
این نوع آب بندی قالبی بدین علت، اتوماتیک نامیده می شود که ...........
قطعات استوانه ای U در صورت نصب بصورت...............
عیوب:
همه آب بندهایی که قبلاً دربارۀ آنها بحث شد، از نوع تماسی بودند، یا از نوعی بودند که
آب بندهای لبه شعاعی
آب بندهای لبه شعاعی عمدتاً در آب بندی روان کننده ها...............
آب بندهای مکانیکی

آب بندهای مکانیکی در اغلب پمپها، برای جلوگیری از................
مزایای آب بندهای مکانیکی نسبت به آب بندهای معمولی عبارتند از:

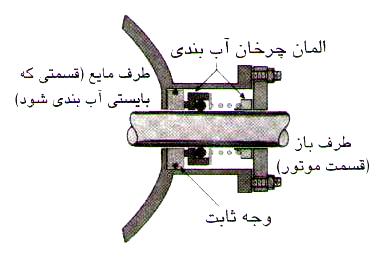
آب بندهای مکانیکی ممکن است به صورت متوازن یا نامتوازن طبقه بندی شوند.
شکل زیر یک آب بند نامتوازن داخلی را نشان می دهد. فشار سیال همراه با فشار فنر بر عضو چرخان اثر گذاشته و باعث محکم شدن آن نسبت به قطعه ثابت می شود
.
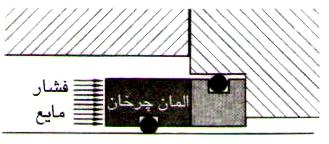
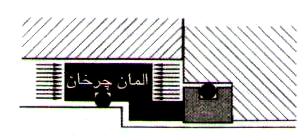
آب بندها می توانند در دو نوع وجود داشته باشند: تماسی و غیرتماسی.
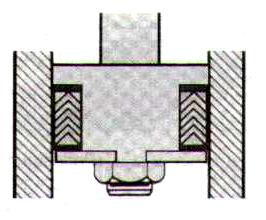
مزیت آب بندهای دندانه دار در این نوع کاربردها این است که همه اجزای فلزی آنها، می توانند دماهای خیلی بالا را تحمل کنند.

آب بند دنده دار آب بند دنده دار با دندانه های متناوب آب بند دندانه دار پلکانی
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دیدن متن کامل بر روی لوگوی زیر کلیک کنید
![]()
CVT چگونه کار میکند؟ طرز کار گیربکس ( جعبه دنده ) اتوماتیک
از اولین CVT که در سال ١٨٨٦ ثبت شده تاکنون تکنولوژی آن بهبود پیدا کرده است،امروزه چندین کارخانه خودروسازی از جمله جنرال موتورز،آیودی،هوندا و نیسان در حال طراحی CVT های خود هستند
اگر درباره ی ساختار و طرزکار انتقال قدرت اتوماتیک با دنده ی اتوماتیک خوانده باشید،می دانید که وظیفه ی انتقال قدرت، تغییر دادن نسبت سرعت چرخ و موتور است،به عبارت دیگر، بدون یک جعبه دنده خودرو فقط یک دنده خواهد داشت، دنده ای که به اتوموبیل اجازه دهد با سرعت مناسب حرکت کند
یک لحظه تصور کنید در حال رانندگی با اتوموبیلی هستید که فقط دنده یک یا دنده سه دارد،در حالت اول خودرو با شتاب خوبی از حالت سکون حرکت می کند و می تواند از یک تپه با شیب تند بالا رود اما بیشترین سرعت آن به چند مایل در ساعت محدود می شود، از طرف دیگردرحالت دوم خودرو با سرعت ٨٠ مایل بر ساعت در یک بزرگراه به سمت پایین حرکت خواهد کرد اما تقریبا شتابی هنگام شروع حرکت نخواهد داشت و نمی تواند از تپه بالا رود
جعبه دنده از تعدادی چرخ دنده استفاده می کند تا با تغییر شرایط رانندگی استفاده ی مناسبی از گشتاور موتور شود،دنده ها می توانند به طور دستی و یا اتوماتیک تغییر کند.
در جعبه دنده های اتوماتیک قدیمی،چرخ دنده ها وظیفه انتقال و تغییر گشتاور و حرکت دایره ای را به عهده دارند،ترکیبی از چرخ دنده های سیاره ای تمام نسبت های دنده ای که لازم است را به وجود می آورند.معمولا ٤ دنده جلو و یک دنده معکوس،وقتی با این نوع جعبه دنده، دنده عوض می شود راننده ضربه ای را احساس می کند
اصول CVT
بر خلاف سیستم انتقال قدرت اتوماتیک،در سیستم انتقال قدرت با قابلیت تغییر پیوسته،جعبه دنده ای با تعداد مشخص چرخ دنده وجود ندارد یعنی در CVT چرخ دنده های دندانه دار درگیر با هم وجود ندارند رایج ترین نوع CVT بر اساس سیستم پولی کار می کندکه اجازه ی بینهایت تغییر بین بالاترین و پایین ترین دنده بدون گسستگی را می دهد.
اگر از اینکه چرا درباره ی CVT هم از واژه دنده استفاده می شود تعجب می کنید به خاطر بیاورید که منظور از دنده نسبت سرعت موتور به سرعت محور چرخ هاست،اگرچه CVT این نسبت را بدون استفاده از چرخ دنده های سیاره ای انجام می دهد اما باز هم از واژه دنده برای CVT استفاده می شود
CVT هایی بر اساس پولی
به جعبه دنده اتوماتیک توجه کنید،در آن دنیایی از چرخ دنده ها،ترمز ها، کلاچ ها و دستگاه های کنترل را خواهید دید در مقابل CVT به سادگی قالب مطالع است،بیشتر CVT ها فقط سه جزء اساسی دارند:
**یک تسمه محکم فلزی یا لاستیکی
**یک پولی متغییر محرک (ورودی)
**یک پولی خروجی
بعلاوه CVT ها انواع مختلفی از ریزپردازنده ها و حسگر ها را دارا می باشند اما سه جزءی که در بالا توضیح داده شده اند اجزای اصلی اند که به این سیستم اجازه ی کار می دهند
Pulley-based CVT
پولی های با شعاع متغیر قلب CVT هستند،هر پولی از دو مخروط با زاویه راس ٢٠ درجه که رودر روی یکدیگر قرار دارند تشکیل شده است، تسمه ای در شیار بین دو مخروط قرار دارد،در صورت لاستیکی بودن تسمه ها از تسمه های V شکل استفاده می شود، تسمه های V شکل از آنجا نام خود را می گیرند که سطح مقطع V شکل دارند که اصطکاک تسمه با پولی را افزایش می دهد
وقتی دو مخروط از هم فاصله بگیرند،یعنی ضخامت پولی بیشتر شود،تسمه در شکاف پایین تر می رود و شعاع تسمه ی حلقه شده دور پولی کاهش می یابد و وقتی دو مخروط به هم نزدیک می شوند ،یعنی ضخامت پولی کاهش می یابد،تسمه در شکاف بالا تر رفته و شعاع تسمه ی حلقه شده دور پولی افزایش می یابد CVT می تواند از فشار هیدرولیکی یا نیروی گریز از مرکز و یا کشش فنر به منظور تولید نیروی مورد نیاز برای تنظیم دو نیمه ی پولی استفاده کند
پولی ها با قطر متغیر همیشه به صورت دوتایی به کار می روند یکی از پولی ها که به عنوان پولی محرک شناخته می شود،به میل لنگ موتور متصل است،پولی محرک ، پولی ورودی هم نامیده می شود زیرا جایی است که انرژی موتور وارد سیستم انتقال قدرت می شود،پولی دوم پولی گردنده نامیده می شود زیرا پولی اول آن را می چرخاند،به عنوان پولی خروجی،پولی گردنده انرژی را به محور چرخها منتقل می کند
زمانی که دو پولی ضخامت خود را نسبت به یکدیگر تغییر می دهند،بینهایت نسبت دنده مختلف بوجود می آید،از کم به زیاد،شامل همه نسبت های مابین، برای مثال وقتی شعاع تسمه در پولی محرک کم و در پولی خروجی زیاد باشد،سرعت دوران پولی خروجی کاهش می یابد که دنده پایین تری را ایجاد می کند و وقتی شعاع تسمه در پولی محرک زیاد و در پولی خروجی کم باشد،سرعت دوران پولی خروجی افزایش می یابد و دنده بالا تری را ایجاد می کند،بنابراین در تئوری یک CVT بینهایت دنده را شامل می شود و می تواند در هر زمانی و با هر دور موتوری کار کند
طبیعت ساده و بدون گسستگی CVT ها آنها را به یک سیستم انتقال قدرت ایده آل برای تمام ماشین ها و وسایل،نه فقط خودرو ها،تبدیل کرده است،CVT ها سالهای زیادی در ابزار های قدرتی و مته ها بکار می رفتند،همچنین از آنها در وسایل نقلیه مختلفی اعم از تراکتور ها و ماشین های برف رو و اسکوتر های موتوری استفاده می شود،در تمام این کاربرد ها این در نوع سیستم انتقال قدرت از تسمه هایی با لاستیک فشرده استفاده می شود که می تواند کشیده شده یا سر بخورد و در نتیجه باعث هدر رفتن انرژی و کاهش کارایی شود
اختراع ماده های جدید CVT ها را مطمئن تر و کارآمد تر از قبل می سازد،یکی از مهمترین پیشرفت ها طراحی و توسعه تسمه های فلزی برای متصل کردن دو پولی بوده است، این تسمه های انعطاف پذیر از چندین ، (عموما ٩ یا ١٢) نوار نازک فولادی که تکه های فلزی پاپیونی شکل بسیار مقاوم را کنار هم نگه می دارد ساخته شده است
تسمه های فلزی سر نمی خورند و بسیار با دوام اند که به CVT اجازه ی انتقال گشتاور بیشتری را می دهند،در ضمن آرام تر از تسمه های لاستیکی هستند.
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
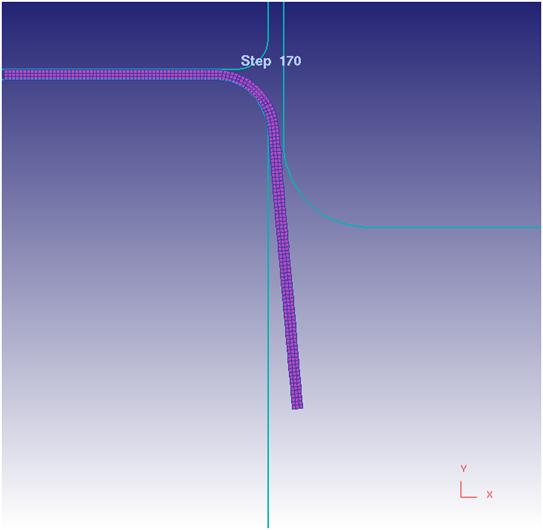
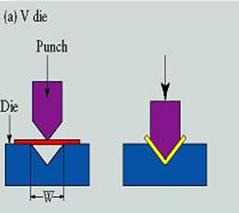
فرایند خمکاری فرایند شکل دهی Bending process
به دسته ای از فرایندهای شکل دادن سرد گفته می شود که در این فرایند
در این فرایند تنش اعمالی بیش از تنش های تسلیم وکمتر از تنش های کشش نهایی قطعه می باشد
درخمکاری می توانیم برای جلوگیری از آسیب به قطعه از روش سنبه و ماتریس استفاده کرد
با کاهش شعاع خم یا افزایش ضخامت میله فاز در معرض تنش های کششی بزر گی قرار خواهد گرفت
هرگاه تنش های کششی بیشتر از تنش های فشاری شود قطعه کار خواهد شکست
باید تنش های کششی سطح خارجی را برای جلوگیری از شکست در یک حد مجاز نگه داشت
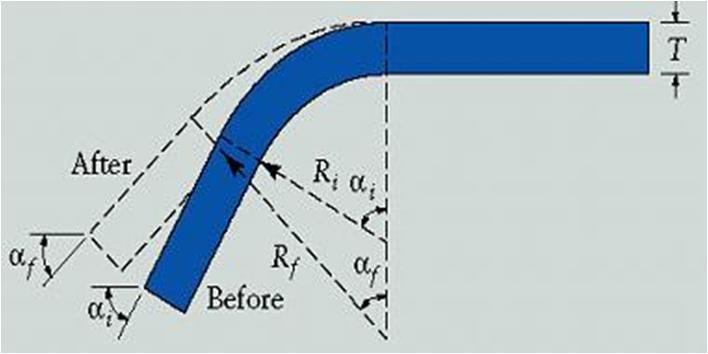
فرایند برگشت فنری در خمکا ری
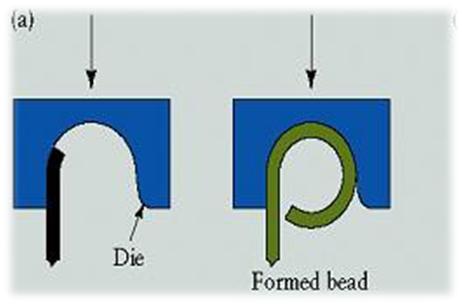
فرایند لبه دار کردن درخمکاری
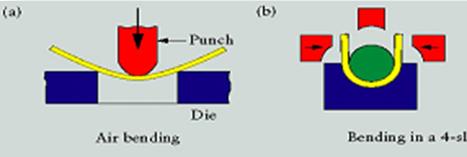
انواع خمکاری
Bending Animation
Springback Animation
توضیحات کامل در مورد فرآیند خمکاری در ادامه مطلب
همچنین فایل پاور پوینت فرایند خمکاری در ادامه مطلب برای دانلود وجود دارد
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
![]()
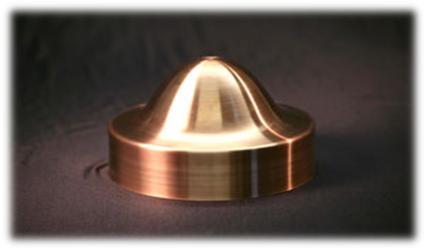
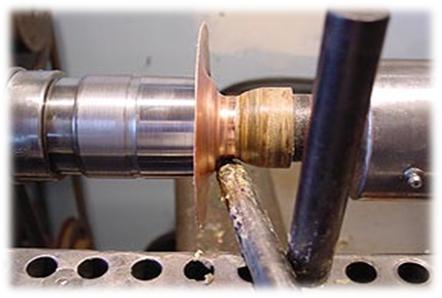
اصول شکل دهی فلزات
شکل دهی چرخشی به دسته ایی از فلزی گفته میشود که در آن قطعات متقارن محوری توسط یک سنبه دوار که دارای سرعت چرخشی زیادی است ویک ابزار مدور یا غلطک شکل داده می شوند. به ديگر بيان شكل دادن چرخشي عبارت است از شكل دهي قطعاتي كه روي يك سنبه يا شاه ميله همراه با يك ابزار يا غلطك داراي تقارن چرخشي هستند.
تاريخچه
اسپينينگ يكي از قديمي ترين فرايند هاي توليد محدود و دسته اي براي قطعات متقارن و تو خالي مي باشد كه بسيار اقتصادي و ارزان مي باشد . اسپينينگ توسط مصريان با ستان براي ساخت بشقاب هاي نقره اي مورد استفاده قرارگرفته شده بود . اما استفاده صنعتي از اسپينينگ فلزات در ابتداي قرن دهم ميلادي توسط چيني ها اغاز شده است .و اين صنعت اولين بار در سال 1340 ميلادي به جهان غرب معرفي شد تا اينكه در سال 1840م اين روش توليد وارد صنعت امريكا شد.
در ادامه ی مطلب
(((((( در فایل پاورپوینتی که در ادامه ی مطلب آمده در مورد فرایندهای شکل دهی چرخشی توضیحاتی کامل داده شده است که بعضی از عنوانهایی که در مورد آنها همراه با شکل مربوط توضیح داده شده در زیر آمده است....
انواع فرایند شکل دهی چرخشی
انواع روشهای اسپينينگ
كاربردها و محصولات اسپينينگ
لوازم خانگي: ظروفي همچون :ديگ ،ليوان ، پارچ ، قابلمه و..... .و ظروف تزييني همچون : گلدان ، جام و.....
صنايع هواپيما سازي : ساخت برخي از قطعات هواپيما مانند ورودي هواي توربو جت و .....
صنايع خودرو سازي: انواع پولي هاي تسمه خور و رينگ تايرها و...با روش هاي اسپينينگ قابل توليد هستند
صنايع نظامي :بدنه ي برخي موشك ها ،كلاهك آيروديناميكي برخي راكت ها و محفظه ي احتراق موتور انواع موشك ها و......
ساير محصولات: انواع قطعات صنعتي ، انواع كپسول هاي گاز مايع، ديش هاي انتن ماهواره و.......
اسپينينگ دستي
جنس هاي مختلفي كه قابليت اسپينينگ را دارند
ماشين هاي اسپينينگ دستي ))))))





ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
![]()
فرآیند تولید فنر spring فیلم مستند فرآیند تولید فنر spring
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دانلود فیلم بر روی لوگوی زیر کلیک کنید
![]()
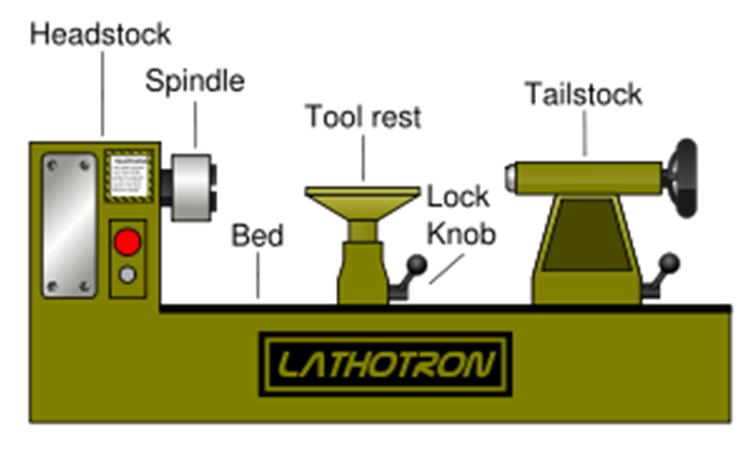
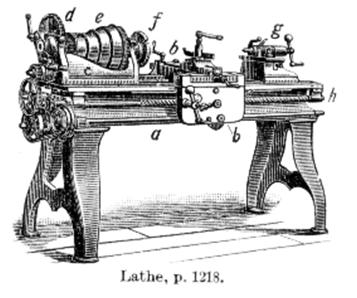
ماشین تراش Lathe



تاریخچه ماشین تراش
ماشین های تراش که ابتدایی ترین نوع ماشینهای افزار بشمار می روند، تاریخچه آن بین قرن 17 و 18 شروع شده که در ابتدا معمولی ترین و یا قدیمی ترین روش تراش، تراشیدن چوب بوسیله درخت بوده است. بدین معنی که دو سر چوب را بین دو درخت قرار داده و یک طناب به شاخه درخت بسته و آنرا حول چوب مورد نظر پیچیده و طرف دیگر طناب را شخص دیگری گرفته و با دست طناب را به حرکت در می آورد شخص دومی که در طرف مقابل قرار گرفته با رنده چوب را می تراشید این قدیمی ترین روش تراش چوب بوده است.
اولین ماشین تراش در سال 1740 در فرانسه ساخته شد. در این ماشین وسیله چرخش محور اصلی بوسیله دست بود، یک دست گرداننده محور آن ( محور کار ) مستقیما روی دستگاه که به محور اصلی متصل است توسط دو چرخ دنده ساده به میله پیچ بری متصل می باشد قرار گرفته است. در این نوع ماشین برای تعویض چرخ دنده های متفاوت جهت پیچ تراشی پیچ های متفاوتی پیش بینی شده بود.
در سال 1796 یک انگلیسی به نام فیدمن برای اولین مرتبه ماشین تراشی ساخت که دارای میله پیچ بری بود، که با عوض کردن چرخ دنده های روی محور اصلی و محور پیچ بری می توانست پیچهای مختلفی را بسازد.
در سالهای 1800 و 1830 در ایالات متحده امریکا ماشینهای تراشی ساخته شد که با بدنه چوبی و پایه آهنی مجهز بود.درسال 1836 شخصی به نام پانتون در ماساچوست آمریکا ماشین تراشی با میله پیچ بری ساخت. در سال 1853 شخصی به نام فریلند در نیویورک ماشین تراشی با ریلهایی بطول 20 فوت که کارهایی به قطر 10 اینچ را می توانست بتراشد ساخت بدنه آهنی و درشت آن جایگاه چرخ دنده های تعویضی بود.
بعد از مدتی ماشینهای بهتری از نظر قدرت و دورهای بیشتری ساخته شد که بنام ماشینهای تراش جعبه دنده ای معروف است . این ماشینها دارای جعبه دنده دور و نیز جعبه بار می باشد. که به آسانی می توان ماشین را خودکار نمود و کارهای مختلف را تراشید.
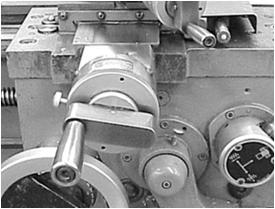
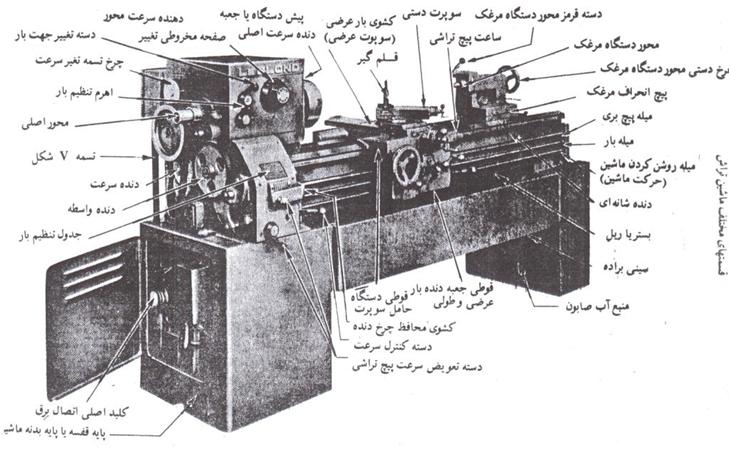
قسمتهای مهم کنترل و تنظیم کننده ماشین تراش
چرخ دستی حامل سوپرت طول
این چرخ دستی در قسمت جلو قوطی دستگاه حامل سوپرت طولی قرار دارد که می توان بوسیله آن دستگاه حامل سوپرت طولی را در طول بین دستگاه مرغک و دستگاه حرکت داد. وظیفه اصلی این چرخ دستی تنظیم و قرار دادن ابزار برش در هر قسمت دلخواه است، قبل از اینکه به کار بار خود کار داده شود.
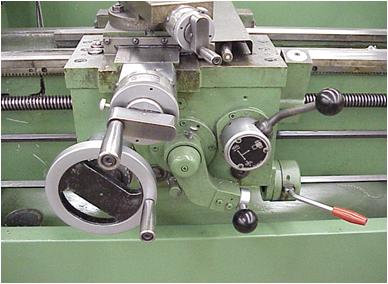
چرخ دستی دستگاه مرغک
بوسیله چرخ دستی دستگاه مرغک می توان محور آنرا تغییر مکان داد. چرخش آن معمولا با دست صورت می گیرد. با چرخاندن چرخ دستی ، مرغک ثابت محور می تواند داخل جا مرغک که در پیشانی سمت راست قطعه کار قرار دارد جابگیرد. بعلاوه چرخش چرخ دستی موافق عقربه ساعت نیز سبب می گردد که محور (مرغک در داخل محور محکم شود.) بسمت قطعه کار جلو برود. از طرف دیگر در صورت سوار کردن مته در داخل محور دستگاه مرغک ضمن چرخاندن دسته آن می توان، در پیشانی کار سوراخ و یا مته مرغک زد .

در ادامه ی مطلب ........
(((((((( قسمتهای مهم کنترل و تنظیم کننده ماشین تراش
کنترل بار- سوپرت دستی صفحه مخروطی تغییر محور اصلی -جدول مقدار پیشروی رنده
وظیفه اصلی ماشین تراش-اساس ماشینهای تراش- نیروهائیکه بر ابزار برش اثر می گذارند-سرعت برش مناسب برای هر ماشین به عواملی بستگی دارد-مقدار سرعت برش از فرمول..... به دست می آید-تعیین دور ماشین توسط دیاگرام-
انواع ماشین های تراش و ساختمان آنها
ماشین تراش کوچک مرغک دار.ماشین های تراش ابزار سازی-ماشینهای تراش معمولی نرم شده- ماشین های تراش با قطر کارگیر و طول زیاد-ماشین تراش پیشانی تراش-ماشین تراش عمودی
اجزاء اصلی ماشین تراش و وظیفه هریک
ریل (میز)ماشین- دستگاه یاطاقان محور اصلی (پیش دستگاه با جعبه دنده سرعت)-دستگاه مرغک- دستگاه حامل سو پرت- جعبه دنده بار (گیربکس)



فایل آماده PPT پاور پوینت power point همین مطلب ))))))))
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دیدن بقیه متن و همچنین برای دانلود فایل آماده power point همین مطلب بر روی لوگوی زیر کلیک کنید
![]()
فرآیند تولید اره saw فیلم مستند فرآیند تولید اره saw

ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم بر روی لوگوی زیر کلیک کنید
![]()
مهندسی ساخت و تولید-گرایش ساخت وتولید
اهمیت ساخت و تولید - قابلیت و ویژگیهای یک فارغ التحصیل رشتهٔ ساخت و تولید
لیست دروس تخصصي رشته ساخت و توليد

مهندسی ساخت و تولید، ساخت و تولید، «رشتهای از مهندسی است که به تحصیلات و تجاربی نیازمند است تا رویههای مهندسی را در پروسههای تولید و شیوههای تولید را در صنعت بفهمد، به کار گیرد و کنترل کند. و به توان برنامهریزی در فرایندهای تولید نیازمند است تا درباره ابزارها، روندها و ماشینآلات و تجهیزات تحقیق کند و آنها را بهبود بخشد و امکانات و سیستمها را برای تولید فراوردههای با کیفیت و هزینه بهینه یکی کند.» بنابراين مي توان گفت كه گرايش ساخت و توليد به زمينه هاي كاربردي مهندسي مكانيك مي پردازد. فارغالتحصيلان اين دوره ميتوانند تا مقطع كارشناسي ارشد و دكتري در داخل يا خارج از كشور ادامه تحصيل دهند.
مهندسان ساخت و تولید سنسورهای به کار رفته در کیسهٔ هوای خودروی شما، نوک چاپ در چاپگر، و کلید اپتیک در تلفن همراه شما را می سازند. آنها همچنین در زمینهٔ تولید موتورهای جت کوچک، تلسکوپهای پیشرفته، سمعکهای درون گوشی، ریزپردازنده ها، و نیز تولید سبز مشغول به فعالیتند. دانشآموختگان این رشته یاد میگیرند چگونه از طریق میکروماشین کاری بر روی نوک یک سوزن بنویسند، رباتی را کنترل کنند، به کمک رایانه مدلهای سه بعدی پیچیده بسازند و یک طرح را به یک ماشین پرسرعت انتقال دهند تا آن را بسازد.
اهمیت
تمامی فراوردهها از هواپیما و خودرو تا رایانه و اسباب بازی باید تولید شوند . مهندسی ساخت و تولید دانش و هنر ساختن فراوردههای با کیفیت با هزینهٔ منطقی است . ساخت و تولید شامل اجزایی از مهندسی مکانیک، مهندسی برق، مهندسی موادو مهندسی صنایع است. بخشهای اصلی ساخت و تولید روندهای تولید، برنامه ریزی، کنترل کیفیت، طراحی ابزار،رباتیک، طراحی به کمک کامپیوتر و تولید به کمک کامپیوتر را شامل میشود.
مهندسان ساخت و تولید روش ساخت فراورده را طراحی میکنند . آنها باید به اندازهٔ کافی با روشهای متنوع تولید مانند برش فلزات، شکل دهی، مونتاژ، بازرسی و تست آشنا باشند تا بتوانند روند تولید را طرح ریزی کنند و برای یافتن بهترین شرایط کارکرد تحقیق کنند . ممکن است آنها ابزارها و ماشینهای مخصوصی طراحی کنند و برای بهبود بخشیدن به روشهای تولید کنونی نو آوری هایی به خرج دهند . آنها استانداردهای کارها را تعیین میکنند و مراحل تولید را هماهنگ میکنند تا روند همواری را از دریافتن مواد اولیه تا صادر کردن قطعات ساخته شده تضمین کنند . آنها باید تجهیزات، نیروی انسانی و امکانات را در یک سیستم که فراوردههای با کیفیت را به طور کارامد تولید میکند، به خوبی متحد کنند .
قابلیتها
از ویژگیهای یک فارغ التحصیل رشتهٔ ساخت و تولید میتوان به درک وی نسبت به روندهای تولید، اصول طراحی و تولید، آشنایی با مواد و تحلیل مدلهای تولیدی اشاره کرد. برای توضیح بیشتر میتوان گفت فارغ التحصیل این رشته تأثیر روندهای متفاوت تولید را بر روی ویژگیهای ماده درک میکند . قدرت انتخاب و به کار گیری مواد را داراست و در این زمینه خود مبتکر آزمایشها و پژوهشهای گوناگون است . او میتواند با تهیهٔ نقشههای دو بعدی و یا مدلهای سه بعدی و نیز جداول اطلاعات به دست آمده را منتقل کند . به طور کلی انتظار میرود مهندسان ساخت و تولید بعد از فارغ التحصیلی قابلیتهای زیر را به دست آورده باشند :
- یک مهندس ساخت وتولید قادر است از دانش خود در ریاضیات، علوم پایه و علوم مهندسی برای حل مسائل مهندسی ساخت وتولید به خوبی استفاده کند .
- یک مهندس ساخت و تولید قادر است آزمایشهای مورد نظر خود را طراحی کند و نتایج آن را به خوبی تشریح کند .
- قادر است وسیلهها، سیستمها یا روند هایی را طراحی کند که مشخصات داده شده را ارضا کند .
- قادر است با کامپیوتر و نرمافزارهای مربوطه برای طراحی، تحلیل و جمع آوری اطلاعات به خوبی کار کند .
- قادر است با رسانههای نوشتاری، گفتاری یا تصویری، ایدههای خود را به خوبی به دیگران انتقال دهد .
- قادر است برای تحلیل یک مسئلهٔ مهندسی به عنوان عضوی از گروه به خوبی فعالیت نماید .
- قادر است مسئولیت حرفهای یک مهندس و این که چگونه مسائل مهندسی بر ایمنی، اقتصاد، اخلاق، سیاست، جامعه و مسائل فرهنگی تأثیر می گذارد، را درک کند .
- درک میکند که همواره باید به دنبال دانش باشد تا اطلاعات خود را به روز نگه دارد .
گرايش ساخت وتولید
اين رشته در مقاطع كارداني و كارشناسي به دو گرايش قالب سازي و ماشين ابزار تقسيم مي شود و در مقاطع تحصيلات تكميلي به سه گرايش سيستمهاي توليد صنعتي، شكل دهي فلزات و (در برخي از دانشگاه ها مكاترونيك) تقسيم مي گردد.
هدف تربيت كارشناساني است كه با به كاربردن تكنولوژي مربوط به ابزارسازي، ريخته گري ، جوشكاري، فرم دادن فلزات ، طرح كارگاه يا كارخانه هاي توليدي آماده كار در زمينه ساخت و توليد ماشين آلات و صنايع (كشاورزي ، نظامي، ماشين سازي، ابزارسازي ، خودروسازي و ... ) باشند. فارغ التحصيلان اين دوره قادر خواهند بود در صنايعي مانند ماشين سازي، ابزارسازي، خودروسازي ، صنايع كشاورزي، صنايع هوايي و تسليحاتي به ساخت و توليد ماشين آلات، طراحي كارگاه و يا كارخانه توليدي بپردازند و نظارت و بهره برداري و اجراي صحيح طرحها را عهده دار شوند. داوطلبان اين رشته بايد در دروس رياضي، فيزيك و مكانيك از آگاهي كافي برخوردار باشند. همچنين درك دروس پايه مانند استاتيك و مقاومت مصالح براي درك دروسي مانند ارتعاشات ديناميك، ديناميك ماشين، ارتعاشات ماشين و ابزار و غيره ضروري است. دروس اين دروه شامل مطالبي در مورد نحوه توليد، طراحي قالبهاي پرس، طراحي قيد و بندها، كار و برنامه ريزي با ماشينهاي اتوماتيك، اصول كلي و نحوه كار با ماشينهاي دستي و تعمير و نصب تمام سرويسهاي صنعتي مي باشد و درصد نسبتا بالايي از آنها به صورت عملي ارائه مي گردد. داوطلب بايد سالم باشد تا بتواند كارهاي كارگاهي را به خوبي انجام دهد و استعداد كارهاي فني را داشته باشد. با توجه به خودكفايي صنايع كشور اين رشته داراي بازار كار خوبي است.
يك قطعه بايد به چه روشي ساخته شود تا داراي توليدي سريع و ارزان و همچنين كيفيت مناسب و وقت و كارايي مطلوب باشد؟ پاسخ به اين سوال مهم بر عهده مهندسان گرايش ساخت و توليد است. چرا كه يك مهندس ساخت و توليد به مسائل مربوط به ساخت بهينه و توليد با كيفيت بالا ميپردازد. در واقع اين گرايش بيشتر به مشكلات و معضلات ساخت و توليد ميپردازد و در نتيجه نسبت به دو گرايش حرارت و سيالات و طراحي جامدات عمليتر است و دو گرايش فوق جنبه علميتر دارند.
ليست دروس تخصصي ساخت و توليد
دروس تخصصي كه براي رشته ساخت و توليد ارائه مي شود، عبارتند از: طراحي قالب پرس، ماشينهاي كنترل عددي، سيستمهاي اندازه گيري (مترولوژي)، توانايي ماشينكاري ، اونيورسال، توليد مخصوص، هيدروليك و پنوماتيك، تست غير مخرب، طراحي قيد و بند، تكنولوژي پلاستيك، كامپوزيت، ريخته گري، شكل دهي فلزات، قالبهاي آهنگري (فورج)، طراحي و توليد به كمك كامپيوتر CAD/CAM ، جوشكاري تخصصي ، متالورژي، عمليات حرارتي، كاربرد برق، مديريت توليد، كنترل كيفيت، اتوماسيون، طراحي كارخانه و ... كه همه اين دروس داراي آزمايشگاه و يا كارگاه نيز مي باشند كه همزمان با گذراندن درس به صورت تئوري، بخش عملي نيز به صورت كارگاهي يا آزمايشگاهي انجام مي گيرد، در نتيجه دانشجويان از نزديك با واقعيات عملي دروس از نزديك آشنا مي شوند.










طراحی قالب پرس: در اين مبحث به روشهاي گوناگون شكل دهي ورق و محاسبات مربوطه پرداخته مي شود. به طوريكه مي توان از قالبهاي ساده برش تا قالبهاي پروگرسيو براي قطعات پيچيده را طراحي كرد. بدنه اتومبيل ها، تيغه ماشين هاي ريش تراش و اكثر قطعاتي كه از ورق تشكيل شده اند را با قالب پرس شكل مي دهند.
شكل: قالب پرس ساده براي سوراخكاري ورق
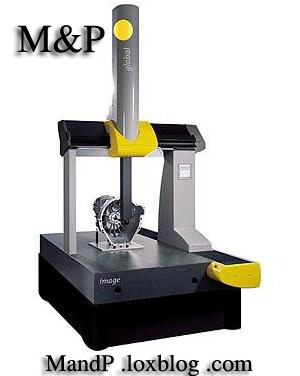
سيستمهاي اندازه گيري (مترولوژي ): اين سيستمها در تعيين دقت قطعه اهميت دارند. در اين مبحث از روش هاي مختلف اندازه گيري قطعات صحبت مي شود كه از ساده ترين وسيله كوليس تا پيچيده ترين دستگاه هاي CMM صحبت به ميان مي آيد.
شكل: دستگاه CNC براي اندازه گيري قطعات پيچيده
اونيورسال: اولين دستگاه مورد استفاده توسط مهندسين ساخت و توليد، دستگاه ماشين تراش اونيورسال مي باشد كه با اين دستگاه مي توان اكثر قطعات ساده و متقارن را با دقت مناسب توليد كرد.
شكل: ماشين تراش اونيورسال
توانايي ماشينكاري: براي اينكه بتوان حداكثر راندمان در يك دستگاه تراشكاري يا ماشين كنترل عددي يا حتي دستگاه سنگ زني وجود داشته باشد و يا براي محاسبه نيرو و زمان و هزينه توليد قطعه، نياز به يادگيري تئوري هاي مربوط به اين روش هاي شكل دهي مي باشد كه در اين مبحث ارائه مي شود.
ماشين هاي كنترل عددي: براي توليد قطعات پيچيده با دقت بالا از اين سيستم استفاده مي شود. به طوريكه با استفاده از دستوراتي كه به صورت كد به ماشين داده مي شود، بار برداري از قطعه كار انجام مي گيرد. با اين دستگاه ها مي توان حتي پره هاي توربين را كه شكل 3 بعدي پيچيده اي دارند، تراشكاري كرد.
شكل: نمونه اي از دستگاه فرز CNC
توليد مخصوص: با پيشرفت علم و نياز براي توليد قطعات با شكل هاي پيچيده و يا نياز براي ماشينكاري قطعاتي با ويژگيهاي خاص كه با روش هاي سنتي امكان پذير نمي باشد، از اين روش استفاده مي شود. مثلا براي ماشينكاري شيشه كه از ماشينكاري اولتراسونيك استفاده مي شود و يا برش سنگ هاي بزرگ كه از جت آب با پودر ساينده استفاده مي كنند و يا دستگاه اسپارك كه براي ماشينكاري فلزات بسيار سخت استفاده مي شود.
شكل: دستگاه واير كات كه فلز را با استفاده از سيم و جرقه هاي ناشي از آن برش مي دهد.
شكل: شكل يك اژدها كه توسط برش با آب روي ورق با ظرافت زياد ايجاد شده است.
ريخته گري: اينجا علم مربوط به طراحي قالب و نحوه ريخته گري فلزات چه به صورت ثقلي و چه به صورت دايكست و يا حتي روش هاي ديگر مانند ريخته گري دقيق بررسي مي شود.
شكل: نمونه اي از قطعه براي بدنه موتور كه دايكست توليد شده است.
هيدروليك و پنوماتيك: با استفاده از تجهيزات و علم مربوط به هيدروليك و پنوماتيك مي توان سيستم هاي ساده اتوماسيون مانند باز و بسته شدن در اتوبوس با يك دكمه تا سيستم هاي پيچيده اتوماسيون در خط توليد هاي بزرگ را طراحي نمود.
شكل: نمونه اي از چرخ پنوماتيكي
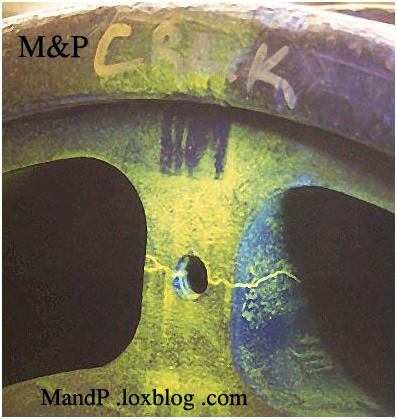
تست غير مخرب: اين علم براي بازرسي قطعات، بدون آسيب رساندن به آنها مي باشد. براي مثال پروب التراسونيك را روي قطعه (مانند بال هواپيما) حركت مي دهند تا عيوب آنها را تشخيص دهند زيرا ترك يا عيوب ديگر در داخل قطعه با چشم ديگر قابل تشخيص نيست و به دليل امنيت و اقتصاد امكان شكستن قطعه براي بررسي عيوب نمي باشد، با وجوديكه با چشم غير مسلح فقط عيوب بزرگ ديده مي شود.
شكل: ترك آشكار شده توسط تست غير مخرب
قالبهاي آهنگري (فورج): اينجا مباحث مربوط به شكل دادن فلزات تحت نيروي قالب بررسي مي شود. از جمله طراحي قالب هاي فورج و علم جريان مواد بررسي مي شود. با دانستن اينكه خواص مواد با اين روش بهبود ميابد، نياز به اين روش شكل دهي بيشتر احساس مي گردد.
شكل: قالب فورج
طراحي قيد و بند: براي تكرار پذيري توليد قطعه و يا ماشينكاري قطعات حساس و سخت مثل ماشينكاري روي پره توربين، بايد از قيد و بند براي طراحي آنها استفاده شود.
شكل: نمونه اي از فيكسچر استفاده شده در صنايع خودرو
تكنولوژي پلاستيك: در اين مبحث كلا" به معرفي مواد پلاستيك و توليد قطعات پلاستيك با روش هاي مختلف بررسي مي شود. در رشته پليمر بيشتر به شيمي پليمر پرداخته مي شود و غير از رشته ساخت و توليد در هيچ رشته اي به تكنولوژي روز پلاستيك پرداخته نمي شود.
شكل: نمونه اي از يك قطعه پلاستيكي
كامپوزيت: با پيشرفت علم نياز به موادي كه داراي استحكام زياد با وجود وزن خيلي كم باشند، بيشتر شد. اين مبحث تا حدودي بر پايه تكنولوژي پلاستيك مي باشد. در اين مبحث ساخت و مكانيك كامپوزيت ارائه مي شود كه مي توان گفت به روزترين مبحث مي باشد.
شكل: هواپيماي كاملا كامپوزيتي
طراحي و توليد به كمك كامپيوتر CAD/CAM:مباحث مربوط به اينكه چگونه با نرم افزار هاي كامپيوتري مي توان روش توليد را تسريع داد بحث مي گردد. از جمله آموزش برنامه نويسي در نرم افزار ها نيز در اين مباحث اهميت ويژه اي دارد.
شكل: مسير ماشينكاري كه توسط نرم افزارهای CAD/CAM ایجاد شده است
جوشكاري تخصصي: تئوري ها و علم مربوط به جوشكاري و همچنين روش هاي مختلف آن در اين درس گفته مي شود
شكل: جوشكاري زيرآب
متالورژي: اين مبحث به مهندسين در انتخاب مواد و شناخت مواد بسيار كمك مي كند.
عمليات حرارتي: در اين مبحث علم مربوط به كار روي فلزات ارائه مي شود كه چگونه مي توان استحكام، سفتي، سختي، تغيير شكل و ديگر ويژگيهاي مربوط به فلزات را با توجه به نياز و با استفاده از حرارت تغيير داد.
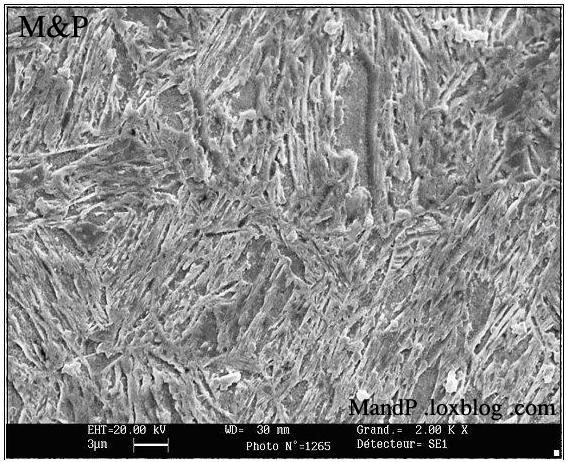
شكل: ريز ساختار مارتنزيت
كاربرد برق: كاربرد و استفاده از تجهيزات برق و نحوه پياده سازي آنها در صنعت در اين مبحث ارائه مي شود
طراحي كارخانه: نحوه چيدمان دستگاه ها، نحوه طراحي فضا و وسايل حمل و نقل داخلي كارخانه براي رساندن راندمان به حداكثر در اين درس آموزش مي شود.
ويژگي خاص اين گرايش ايجاب مي كند كه از همان ابتداي تحصيل خواندن دروس تخصصي شروع گردد. در صورتيكه در گرايشهاي ديگر حدودا از سال دوم اين دروس شروع مي شوند. بايد توجه داشت كه اكثر دروس تخصصي گرايش ساخت داراي منابع فارسي نيستند و اكثر منابع به زبان انگليسي مي باشد و اين امر دانشجويان اين گرايش را مجبور مي كند كه از همان ترم اول به فراگيري زبان انگليسي مشغول شوند و اصطلاحات تخصصي را فرا بگيرند.
انجمن مهندسي ساخت و توليد امريكا يكي از مهمترين انجمنهاي حرفه اي است كه بيش از70 سال است كه از علم ساخت و توليد حمايت ميكند . دفتر مركزي اين انجمن در ميشيگان قرار دارد و اين انجمن در بيش از 70 كشور جهان عضو دارد و توسط صدها شبكه جهاني حمايت ميشود . از نظر ( ماركوس كراتس ) رئيس انجمن ساخت وتوليد امريكا، هدف اصلي اين انجمن همگام ساختن مردم و تكنولوژي براي پيشرفت علم ساخت و توليد است . اين انجمن بطور ساليانه بيش از نيم ميليون مهندس ساخت و توليد و مدير اجرايي را تحت پوشش و سازماندهي قرار مي دهد و سازماندهي اعضاي انجمن از طريق برنامه هايي كه براي آنها ترتيب داده مي شود صورت مي گيرد و نشريات ، نمايشگاهها و منابع علمي و تخصصي در اختيار آنها قرار مي گيرد تا سطح علمي آنان را ارتقا دهد. اعضا و كارآموزان انجمن اين اطلاعات را از طريق 11 انجمن مرتبط با انجمن ساخت و توليد دريافت مي كنند . اين انجمن ها به قرار زير است :
• Rapid prototyping
• Robotics
• Plastic
• Material_ forming fabricating
• Manufacturing Research
• Machining
• Machine Vision
• Finishing processes
• Electronic manufacturing
• Composites manufacturing
• Automation integration
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
فرآیند تولید پیستون piston فیلم مستند فرآیند تولید پیستون piston
.JPG)
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم بر روی لوگوی زیر کلیک کنید
![]()
فرآیند تولید زنجیر chain فیلم مستند فرآیند تولید انواع زنجیر chain

ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم بر روی لوگوی زیر کلیک کنید
![]()
چطور میشه با ماشين تراش جاي خار (keyway) ايجاد کرد
در حالي که ماشين تراش حرکت دوراني دارد.
با مشاهده فیلم آموزشی که تو این پست گذاشتم شما هم یاد میگیرید که با ماشین تراش جای خار ایجاد کنید.....




ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم آموزشی روی لوگوی زیر کلیک کنید
![]()
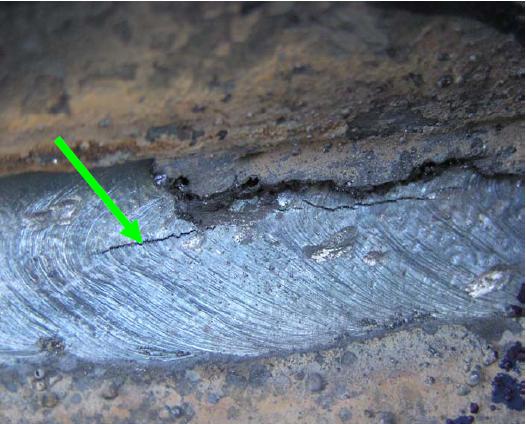
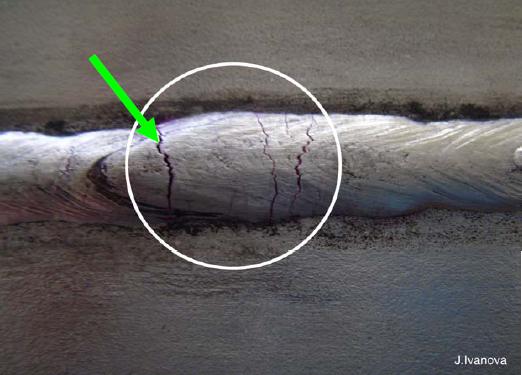
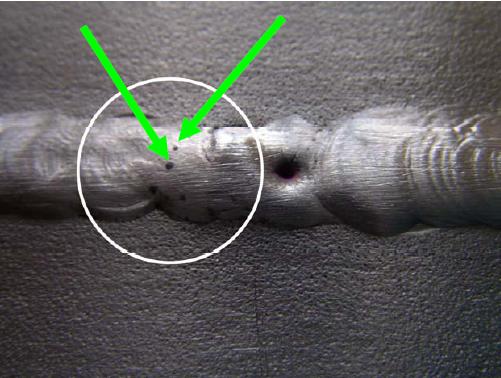
عیوب جوش و محدوده پذیرش براساس استاندارد ISO 5817
بررسی عیوب زیر در فایل pdf در ادامه مطلب
ترک Crack
حفرات سطحی Surface pore
چاله انتهایی جوش End crater pore
ذوب ناقص Lack of fusion or incomplete fusion
نفوذ ناقص در پاس ریشه Incomplete root penetration
بریدگی لبه جوش Undercut
انقباض ریشه جوش shrinkage groove
فاز جوش اضافی Excess weld metal
نفوذ اضافی Excess penetration
زاویه نامناسب گرده جوش Incorrect weld toe
سر ریز شدن فلز جوش Over lap
سوختگی از کنار Burn hrough
ساق جوش نا مساوی Excessive asymmetry F.W
تقعر ریشه جوش Root concavity
تخلخل در ریشه جوش Root porosity
شروع ضعیف قوس Poor restart
گلویی جوش نا کافی Insufficient throat thickness
لکه قوس Stray arc
پاشش Spatter
عدم تقارن زاویه ای Angular misalignment
بازشدگی نا صحیح ریشه Incorrect root gap F.W
عدم تقارن خطی Linear misalignment
گلویی اضافی جوش Excessive throat thickness
تخلخل خوشه ای Cluster porosity
سوراخهای کرمی شکل Worm holes
ناخالصیها Solid-Slag-Flux-Oxide inclusions



ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
![]()
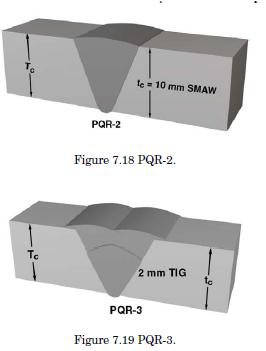
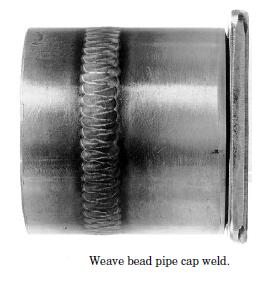
پروژه wps جوشکاری
فایل pdf جوشکاری با زبان اصلی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
ماشین کاری با لیزر: LBM
L.B.M
فرایندهای ترموالکتریکی
Light Amplification by stimulated Emission of Radiation
تعریف لیزر:
بسط و توسعه نور توسط نشر تشعشع تحریک شده می باشد.
نور لیزر:
تشکیل شده از یک هسته اشعه تک فرکانس موازی همفاز ودارای انرژی متمرکز در سطح مقطع کوچک.
کاربرد لیزر:
نور لیزر کاربردهای زیادی در زمینه های مختلف از جمله
تحفیفات فیزیک.اندازه گیری.پزشکی.ساخت....
کاربرد در ساخت:
.1جوشکاری .2مته کاری
.3برشکاری .4عملیات حرارتی
تاریخچه لیزر:
توضیح طبیعت نور توسط یونانیان
نظریه ذره ای نور نیوتن (قرن 17 )
نظریه موجی نور هوک و هویگنس (1801م)
تئوری پرتو لیزر توسط اینشتین(اوایل قرن 20 بر مبنای تئوری خواص)
تقویت نور با استفاده از تخلیه گازها(1940-1951توسط دانشمندان روسی)
تولید و تقویت فرکانسها بر اساس تشعشعات الکترومغناطیسی(1952 به طور مستقل توسط دانشمندان روس امریکاو کانادایی) بردن ذرات به حالت ناپایدار توسط سیستمهای تحریک شده در سه تراز انرژی(1955 دانشمندان روس)
ساخت اولین لیزر یاقوتی (1960 توسط میمن)
اختراع اولین لیزرگازی که مخلوطی از گازهای هلیم و نیتروژن بود(1961 توسط دانشمند ایرانی الاصل علی جوان ودو دانشمند امریکایی)
استفاده از نیمه هادیها به عنوان ماده فعال در لیزر (1962 توسط دانشمندان روس)
استفاده از لیزر در تحقیقات فضایی(1963 شوروی سابق(
اصول تولید نور لیزر :
بر مبنای تئوری اینشتین (تحریک اتم توسط انرژی خارجی)بنا نهاده شده است.
الکترونهای مدار خارجی هر اتم بر اثر دریافت انرژی به مدارهای بالاتر می پرند در این حالت اتم را تحریک شده می گویند.اتم تحریک شده بلافاصله توسط الکترونش انرژی دریافتی خود به مدار قبلی بر می گردد در صورتی که اتم در حالت تحریک شده مجددا تحریک شود برگشت الکترون به مدار پایین سریع شده و دو موج کاملا مشابه همزمان با بازگشت الکترون به سطح قبلی انرژی خود از اتم خارج می شود این عمل را نشر تحریک گویند.
بدین صورت که امواج مشابه همدیگر را تقویت کرده و تقویت این امواج توسط نشر تحریک شده
اصول عملکرد لیزر است .
ساختمان وفرایند سیستم لیزر:
محیط لیزری: ماده ای که به عنوان تقویت کننده نور عمل می کند
دمنده:یک چشمه انرژی خارجی است
تشدید گر:یک دسته آینه
به منظور تولید پرتو لیزری از لوله نوری استفاده می شود که سطح داخلی آن کاملا آینه ای بوده و دو طرف آزاد این لوله توسط دو سطح آینه ای دیگر مسدود شده که یکی از این سطوح 100درصدآینه ای ودیگری 90 درصد آینه ای بوده و یک منبع انرژی به منظور تولید انرژی لازم برای تحریک اتمها در داخل لوله نصب شده که معمولا انرژی نورانی تولید نموده امواج انرژی در برخورد با ماده لوله که معمولا گاز یا جامد است باعث تحریک اتمهای این جسم شده و این امواج در برخورد با جدارهای لوله مرتبا منعکس شده و امواج منعکس شده اتم را مجددا تحریک می کنند .بطوریکه وقت اکثر اتمها(از نصف بیشتر)به حالت نشر تحریک شده (فوتون)در آینه قرار می گیرند و پرتوی لیزری قابلیت عبور از سطح آینه 90 درصد را پیدا می کند و آنچه خارج می شود به نام لیزر می نامیم .
لیزر و اصل مبدلهای انرژی
دستگاه لیزر مانند مبدلهای انرژی عمل میکند .
انرژی را از یک پمپ بصورت توان بالا و شدت کم گرفته وبه صورت توان پایین تر و شدت بالاتر در قالب شعاع لیزری گسیل می کند .
ساختمان کلی یک سیستم لیزری مولد لیزر(محفظه تشدید کننده)که حاوی گاز با فشار کم است وبا اعمال ولتاژباعث تحریک وشتاب دادن الکترونها شده که با یونهای خنثی برخورد کرده وآنها را تحریک می کنند
منبع توان لیزریا منبع ولتاژ بالا
میز فرایند
n کلگی شامل عدسیهای همگرا ساز و شیپوره
n NC برای کنترل دقیق میز و نور لیزروجابجایی عدسی همگرا ساز
تابلوی عملیات برای کنترل کل سیستم
چیلربرای خنک کاری سیستم
سیلندر گازیکی برای محفظه تشدید ویکی برای گاز کمکی
هوا خنک کن هوای خنک را به محفظه لیزر و لوله انتقال لیزر می فرستد و آنرا در فشار جو تمیز نگه میدارد
لیزر پالسی و پیوسته و تولید لیزر با پالسهای کوتاه
لیزر را میتوان واداشت تا همه انرژی خود را بصورت پالسهای کوتاه گسیل کند .
این کار با استفاده از سلول پاکل انجام می شود که حرکت فوتونها را به سمت آینه جزئی سد میکند وهنگامی که تمام اتم هادی ماده برانگیخته شدند توسط یک پالس الکتریکی این سد شکسته شده و انرژی فراوان در مدت کوتاهتر از پیکو ثانیه آزاد می شود
لیزربا پالس بلند
انواع لیزر
لیزرهای حالت جامد
لیزرهای مایع
لیزرهای گازی
لیزرهای نیمه رسانا
لیزرهای الکترون آزاد
(لیزرهای دو مورد آخر در مخابرات استفاده می شود(
لیزر حالت جامد
بقیه متن در ادامه مطلب مقاله کامل در مورد ماشین کاری با انواع لیزرها
در ادامه ی مطلب------->مزایای برش کاری با لیزر--برش کاری با لیزر--کاربرد--معایب--مزایا-- ویژگی-- طرز کار انواع لیزر--لحیم کاری با لیزر--جوشکاری ظریفMicro Welding) )-- جوشکاری با لیزر((Laser Welding
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
تولید برنامه CNC به طور اتوماتیک با استفاده از نرم افزارهای CAD/CAM
آموزش نرم افزار PowerMill
تولید برنامه CNC به طور اتوماتیک با استفاده از نرم افزارهای CAD/CAM جدیدترین و پیشرفته ترین روش تهیه این برنامه ها می باشد .در این حالت تمامی مراحل عملیات تهیه برنامه CNC از برنامه ریزی فرایند تا چک کردن و ارزیابی آن همگی از طریق پرسش و پاسخ میان اپراتور و نرم افزار بطور اتوماتیک به شرح زیر انجام می شود.
تهیه مدل CAD قطعه
اولین گام ،مدل سازی هندسی سطوح ماشین کاری شونده قطعه مورد نظر با استفاده از یک نرم افزار CAD می باشد
آماده سازی مسیر حرکت ابزار
ماشین کاری سطح پیچیده یک قطعه توسط یک ماشین فرز CNC ممکن است در چند مرحله انجام شود.اگر حجم فلزی که می بایست از روی بلوک ماده خام برداشته شود زیاد باشد،حداقل در دو مرحله خشن تراشی و پرداخت این کار می بایست انجام پذیرد.بنابراین برای هر کدام از عملیات فوق اندازه شعاع ابزار فرز و سایر مراحل تهیه مسیر حرکت ابزار متفاوت خواهد بود.
مراحل تهیه مسیر حرکت ابزار به شرح زیر است:
- تعیین نوع ابزار و قطر آن
- تعیین استراتژی ماشین کاری
- تعیین اضافه گوشت ماشین کاری و تلرانس آن
- تعیین ارتفاع زبری /برجستگی و تلرانس آن
- تعیین ارتفاع پله عمودی و تلرانس آن
ارزیابی مسیر حرکت ابزار
پس از تهیه فایل مسیر حرکت ابزار به منظور حصول اطمینان از عدم برخورد ابزار و یا حرکت های نا بجای آن ضروری است که مسیر حرکت تهیه شده کنترل شود.کاربر می تواند این کار را به طور اتوماتیک توسط نرم افزار انجام داده و نحوه حرکت ابزار نسبت به قطعه کار را بصورت شبیه سازی شده بر روی صفحه نمایش کامپیوتر مشاهده کند و تغییرات و اصلاحات احتمالی را انجام دهد.
پس پردازش
پس پردازنده بخشی از یک نرم افزار CAM است که وظیفه آن ترجمه و تبدیل فایل مسیر حرکت ابزار به یک برنامه CNCقابل فهم برای یک ماشین CNC با یک مارک و مدل کنترلر بخصوص است.
آموزش نرم افزار PowerMill
PowerMill نرم افزاری بسیار قدرتمند ساخت شرکت delcam است.برنامه ای است برای تهیه G-code و ماشینکاری توسط دستگاههای CNC .از قابلیت های این نرم افزار ترسیم خطوط حرکت ابزار بر روی قطعه کار به صورت سه بعدی است که کاربر می تواند در هر مرحله کار روی قطعه کار(خشن تراشی و پرداخت) آن را مشاهده کند
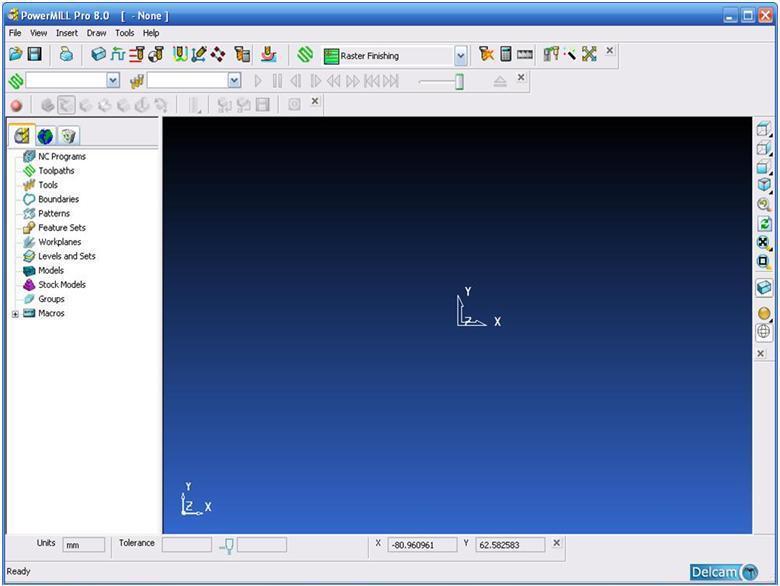
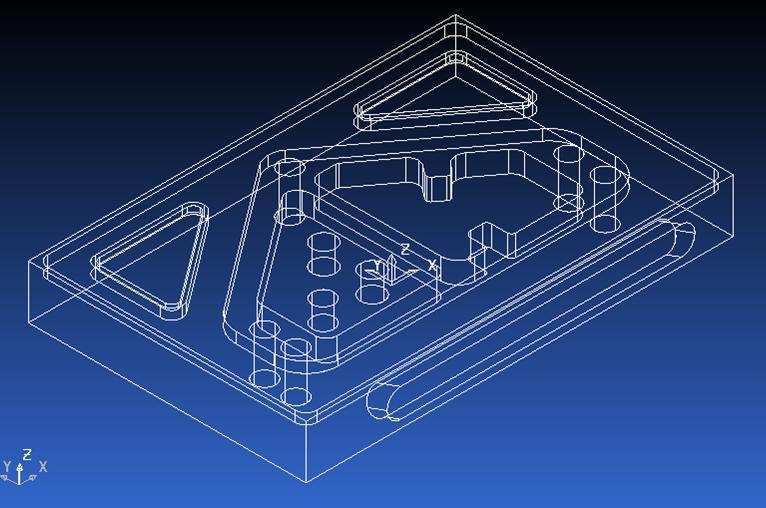
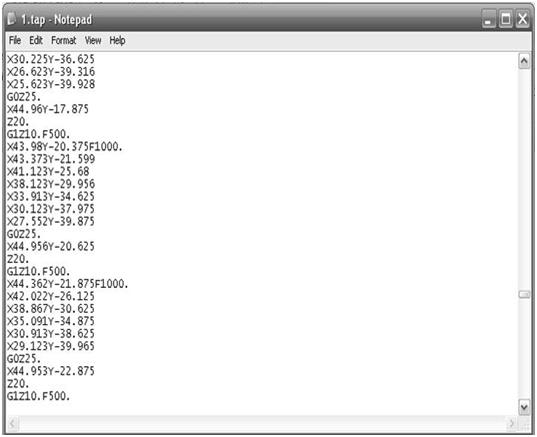
برای دانلود فایل چگونگی کار با نرم افزار PowerMill بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
--علی شهروی---
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
ماشينهاي CNC و NC
فنآوري كنترل عددي NC يكي از پيشرفتهاي اساسي در صنعت توليد در 50 سال گذشته بوده است . توسط اين فن آوري نه تنها در ديگر زمينه هاي علمي و صنعتي پيشرفت سريعي حاصل شده بلكه استفاده از اين فن آوري باعث بالا بردن كميت و كيفيت قطعات توليدي نيز گرديده است .
مسير تكاملي NC
پايه هاي ساخت و توليد توسط ماشينهاي NC زمان انقلاب صنعتي بنا گرديد. در آن زمان كوشش هاي اوليه براي ساخت قطعات توسط ماشين هاي NC به قطعات اتومبيل از قبيل محور بادامك، پولي و تسمه محدود بود. اين كوشش ها بيشتر جنبه نمايشي داشت و به دليل قيمت بالاي اين گونه ماشين ها از جنبه اقتصادي مقرون به صرفه نبود.
در زمان جنگ جهاني دوم به صنعت NC توجه بيشتري گرديد زيرا در آن موقعيت زماني خاص هم كيفيت و هم كميت قطعات توليدي براي جنگ افزارها اهميت بسيار زيادي پيدا كرده بود . در آن زمان توليدات صنعتي از نظر كيفيت بسيار عالي بودند و ليكن از نظر كميت جوابگوي مسائل جنگ جهاني نبودند، به نحوي كه هر چه جمعيت زيادتر مي شد، كالاي توليدي از نظر كيفيت افت شديدي پيدا مي كرد و اين امر قطعا به خاطر عوامل انساني و خستگي هاي ناشي از كار زياد تر بود. بنابراين لازم گرديد كه تكنولوژي جديدي به وجود آيد كه در آن از خطاهاي انساني و خستگي هاي ناشي از كار زياد خبري نباشد و به عبارت ديگر به جاي آن كه انسان به ماشين فرمان دهد و ماشين را تنظيم نمايد ، كامپيوتر به ماشين فرمان دهد . در اين زمان بود كه شاخه جنوبي نيروي هوائي ايالات متحده آمريكا برآن شد تا با اين مشكل مقابله نمايد. براي اين منظور اين شاخه از ارتش آمريكا، كمپاني هاي متعددي را براي ساخت و توسعه ماشين هاي كنترل عددي به همكاري دعوت كرد. هدف از اين كار برآورده شدن احتياجات چهار گانه زير بود:
1) افزايش توليد
2) بهبود دقت و كميت قطعات توليدي
3) تثبيت قيمت توليد قطعات
4) ساخت قطعات پيچيده يا به عبارت ديگر انجام كارهاي غير ممكن
همچنين فن آوري كنترل عددي NC براي ساخت قطعاتي با مشخصات زير نيز مورد توجه قرار گرفت :
1) قطعاتي با سايزها و اشكال مختلف
2) قطعاتي كه با يك سري از مراحل مشابه ساخته مي شوند.
اولين قراداد در اين زمينه با شركت پارسون ميشيگان منعقد شد. در اين قرارداد شركت پارسون موظف به طراحي نوعي سيستم كنترل عددي گرديد كه اين سيستم بتواند اسپيندل ماشين تراش را ....بقیه متن در ادامه مطلب
در ادامه ی مطلب------->مسائل ومشکلات NC های سنتی -- معايب ماشين هاي كنترل عددي كامپيوتر CNC نسبت به ماشين هاي كنترل عددي معموليNC -- مزاياي مهم ماشين هاي كنترل عددي CNC به ماشين ها كنترل عددي معمولي NC
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
تفاوتهای سیستمهای NC , CNC
رشد فرآیند خودكار شدن تولید نیاز به ماشین هایی كه با كامپیوتر كنترل می شوند را افزایش داد و منجر به توسعه ماشین های NC تحت عنوان CNC گردید.
سیستمهای NC از سخت افزار الكترونیكی بر پایه تكنولوژی مدارهای دیجیتالی استفاده می کردند. CNC یك مینی كامپیوتر یا میكرو كامپیوتر را برای كنترل ماشین ابزار بكار می گیرد و تا حد امكان مدارهای سخت افزار اضافی را در
واحد كنترل حذف می كند. گرایش از NC بر پایه سخت افزار به CNC مبتنی بر نرم افزار انعطاف پذیری سیستم را افزایش داد و امكان تصحیح برنامه ها را در حین استفاده فراهم ساخت.
1- خواندن برنامه
در ماشینهای NC برنامه به صورت خط به خط خوانده و اجرا می شود و در نتیجه اگر اشتباهی در خطوط جلوتر وجود داشته باشد واحد کنترل قادر به تشخیص آن می باشد .
2- تست نمودن برنامه
در بسیاری از ماشینهای CNC می توان برنامه را بصورت آزمایشی اجرا نمود و مسیر حرکت ابزار را به صورت گرافیکی در روی مانیتور دستگاه و یا PC مشاهده کرد و چنانچه نیاز به اصلاح داشته باشد برنامه را اصلاح نمود .
3- برنامه نویسی پارامتریک
عملیات تکراری مانند سیکل ها را به راحتی با این نوع برنامه می توان نوشت و نیز برنامه نویسی پارامتریک قطعات پیچیده و سطوح هندسی را ممکن و راحت میسازد و علاوه بر این نوشتن برنامه قطعات فوق را توسط زبان APT و نرم افزار CAD/CAM میسر میسازد .
4- اصلاح برنامه
چون در ماشینهای CNC برنامه به صورت نرم افزاری است هر گونه تغییر و اصلاح به راحتی ممکن است . همچنین می توان تغییرات را ذخیره نموده و نیز برنامه های نوشته شده را به راحتی به هم متصل نمود .
5- جبران شعاع ابزار
جبران شعاع ابزار برای مسیرهای شیب دار و منحنی به راحتی انجام می شود . و حجم محاسبات را به طور قابل توجهی از بین میبرد . این مزیت از مهم ترین تفاوتهای بین ماشین NC و CNCمی باشد ، ماشینهای NC به دلیل اینکه برنامه را خط به خط می خوانند قادر به جبران شعاع ابزار نیستند .
6- سادگی ارتباط با مجموعه های دیگر
در ماشین های CNC به راحتی می توان برنامه ماشین کاری را از طریق DNC و از راه دور به ماشین ها منتقل کردهو نیز روبات به راحتی به این ماشینها متصل می شود و می تواند در سیستم های تولید یکپارچه CMIC قرار گیرد .به طور کلی استفاده از CNC به طور مجزا صحیح نمی باشد و این ماشینها بهتر است در سیستمهای
FMS------Fixlble Manufacturing Systems
Computer Integrated Manufacturing Systems-----CIMS
مورد استفاده قرار گیرند
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
کدهای معروف ماشینهای کنترل عددی
G-codes
G00 Positioning in Rapid
G01 Linear Interpolation
G02 Circular Interpolation (CW
G03 Circular Interpolation (CCW
G04 Dwell
G07 Imaginary axis designation
G09 Exact stop check
G10 Program parameter input
G11 Program parameter input cancel
G12 Circle Cutting CW
G13 Circle Cutting CCW
G17 XY Plane
G18 XZ Plane
G19 YZ Plane
G20 Inch Units
G21 Metric Units
G22 Stored stroke limit ON
G23 Stored stroke limit OFF
..
G27 Reference point return check
G28 Automatic return to reference point
G29 Automatic return from reference point
G30 Return to 2nd, 3rd, 4th reference point
G31 Skip function
G33 Thread cutting
M-codes - G-codes
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه کدها(M-codes -G-codes) بر روی لوگوی زیر کلیک کنید
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
اصول فرزکاری
طریقه عمل فرزکاری - فرزکاری بوسیله بدنه و یا پیشانی تیغه فرز - مقایسه تراش با بدنه و تراش با پیشانی فرز - فرزکاری با حرکت همراه و معکوس - انواع ماشین های فرز و ساختمان آنها - ابزارهای فرزکاری
اصول فرزکاری
قطعات مختلفی که جنسشان از فولاد، چدن، فلزات غیرآهنی و یا مواد مصنوعی بوده و لازم باشد که دارای سطوح هموار و یا خمیده و یا اینکه دارای شکاف و دندانه و غیره باشند میتوان فرزکاری کرد. سطوح جانبی قطعاتی که فرز میشوند ممکن است روتراشی شده و یا پرداخت شده باشد لیکن قطعاتی که احتیاج به سطح تراشیده شده خیلی پرداخت داشته باشند مانند راهنماهای ماشینهای ابزار پس از فرزکاری آنها را شابر زده و یا بوسیله سنگ پرداخت میکنند.
انواع روشهاي فرزكاري
فرايند فرزكاري به چهار عامل وابسته است: زمان باربرداري و يا بي باري ماشين، زمان برش، زمان حركت ابزار به سمت قطعه كار و يا دور شدن از آن و زمان تعويض ابزار،
در فرزكاري سرعت حركت ابزار برش به پارامترهاي بسياري وابسته است. پارامترهاي زير بر اساس جنس قطعه كار، جنس ابزار، اندازه ابزار و ديگر موارد ميباشد كه در اينجا به شش پارامتر مهم اشاره ميشود: تغذيه برش، سرعت برش، سرعت اسپيندل (كارگير دستگاه فرز)، نرخ تغذيه، عمق محوري برش، عمق شعاعي برش.
در طول فرايند فرزكاري ممكن است عمليات مختلفي بر روي قطعه كار بر اساس شكل، اندازه، جنس و طرح مورد نظر انجام گيرد تا قطعه مطابق با نقشه طرح شده توليد گردد. در اينجا به 9 عمليات مختلف اشاره ميشود.
1- End milling : اين عمليات پايان دهنده عمليات ماقبل خود ميباشد و قطعه فرزكاري شده را كامل ميكند.
در ادامه ی مطلب------->اصول فرزکاری -- طریقه عمل فرزکاری -- فرزکاری بوسیله بدنه و یا پیشانی تیغه فرز -- مقایسه تراش با بدنه و تراش با پیشانی فرز -- فرزکاری با حرکت همراه و معکوس -- انواع ماشین های فرز و ساختمان آنها -- ابزارهای فرزکاری-- Tapping-Reaming-Countersinking-Boring-Chamfer milling- countr-End milling-Boring-Drillin-Face milling
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید............همراه با عکس
رشته مهندسي مكانيك
1- گرايش ساخت و توليد
هدف تربيت كارشناساني است كه با به كاربردن تكنولوژي مربوط به ابزارسازي، ريختهگري ، جوشكاري، فرم دادن فلزات ، طرح كارگاه يا كارخانههاي توليدي آماده كار در زمينه ساخت و توليد ماشينآلات صنايع (كشاورزي ، نظامي، ماشينسازي، ابزارسازي ، خودروسازي و ... ) باشند.
فارغالتحصيلان اين دوره قادر خواهند بود در صنايعي مانند ماشينسازي، ابزارسازي، خودروسازي ، صنايع كشاورزي، صنايع هوايي و .....بقیه متن در ادامه مطلب
2- گرايش مكانيك در طراحي جامدات
هدف تربيت آزمايشگاهي متخصصاني است كه بتوانند در مراكز توليد و كارخانهها اجزاء و مكانيزم ماشينآلات مختلف را طراحي كنند. دروس اين دوره شامل دروس نظري، آزمايشگاهي، كارگاه و پروژه و كارآموزي است.
فارغالتحصيلان ميتوانند در كارخانجات مختلف نظير خودروسازي ، صنايع نفت، ذوب فلزات و صنايع غذايي و غيره مشغول شوند و براي اين دوره امكان ادامه تحصيل تا سطح كارشناسي ارشد و دكتري در داخل يا خارج از كشور وجود دارد. موفقيت داوطلبان به آگاهي آنها در دروس جبر و مثلثات، هندسه ، فيزيك و مكانيك همچنين آشنايي و تسلط آنان به زبان خارجي بستگي فراوان دارد. از جمله دروس اين دوره ميتوان دروس مقاومت مصالح، طراحي و ديناميك را نام برد. در اين رشته زمينه اشتغال و بازاركار خوب وجود دارد و مطالب ارائه شده در طول تحصيل براي دانشجويان محسوس و قابل لمس است.
3- گرايش مكانيك در حرارت و سيالات
اين رشته در به كاربردن علوم و تكنولوژي مربوط جهت طرح و محاسبه اجزاء سيستمهايي كه اساس كار آنها مبتني بر تبديل انرژي ، انتقال حرارت و جرم است به متخصصان كارآيي لازم را ميدهد و آنها را جهت فعاليت در صنايع مختلف مكانيك در رشته حرارت و سيالات (نظير مولدهاي حرارتي، انتقال سيال نيروگاههاي آبي، موتورهاي احتراقي و ... ) آماده ميسازد.
فارغالتحصيلان اين دوره قادر به طراحي و محاسبه اجزا و سيستمها در بخشهاي عمدهاي از صنايع نظير صنايع خودروسازي ، نيروگاههاي حرارتي و.....بقیه متن در ادامه مطلب
در ادامه ی مطلب------->گرايشهاي مقطع ليسانس-- آينده شغلي ، بازاركار، درآمد -- تواناييهاي مورد نياز و قابل توصيه -- وضعيت نياز كشور به اين رشته در حال حاضر
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
اندازه گيري دستي چرخ دنده و فرمول هاي آن-مقاله انگلیسی
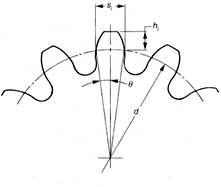
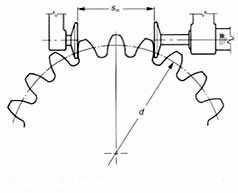
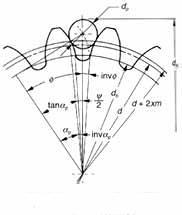
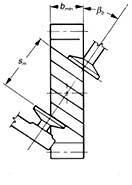
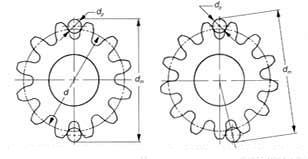
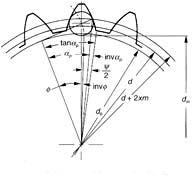
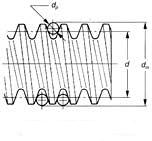
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
مجموعه ی از انواع میکرومتر- عکس میکرومتر-مقاله انگلیسی





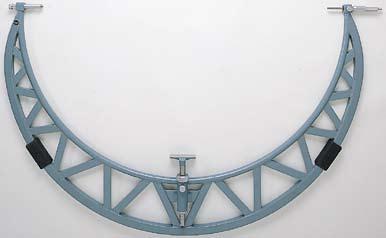

ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
مجموعه پرسش پاسخ دینامیک مریام
ساخت و تولید
MandP
--علی شهروی--
برای دانلود بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
انواع الکترودها
مشخصات الکترودها -انتخاب صحیح الکترود برای کار -انتخاب صحیح الکترود( از نظر قطر) -اطلاعات پاکت الکترود -تقسیم بندي الکترودها
الکترودهایی که در جوش اتصال فولاد به کار برده می شوند مفتولهای مغزی با آلیاژ یا بدون آلیاژ دارند که جریان جوش را هدایت می کند. شعله برق بین قطعه کار و سرآزاد الکترود می سوزد و الکترود به عنوان یک ماده اضافی ذوب می شود.
الکترودهای نرم شده دارای علائم اختصاری بوده ( دین 1913 ) که روی بسته بندی آنها نوشته شده است. علائم اختصاری تمام نکات مهمی که در به کار بردن آن الکترود باید مراعات شوند نشان می دهند.
در ادامه ی مطلب-------> مشخصات الکترودها -- انتخاب صحیح الکترود برای کار -- انتخاب صحیح الکترود( از نظر قطر) -- اطلاعات پاکت الکترود -- تقسیم بندي الکترودها -- جنس الکترود -- پوشش شیمیایی -- الکترود هاي با پوشش اسیدي -- الکترود هاي با پوشش قلیايي -- الکترود هاي با پوشش رتیلی -- الکترود هاي با پوشش سلولزي
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
